
مسئلہ کیا ہے؟
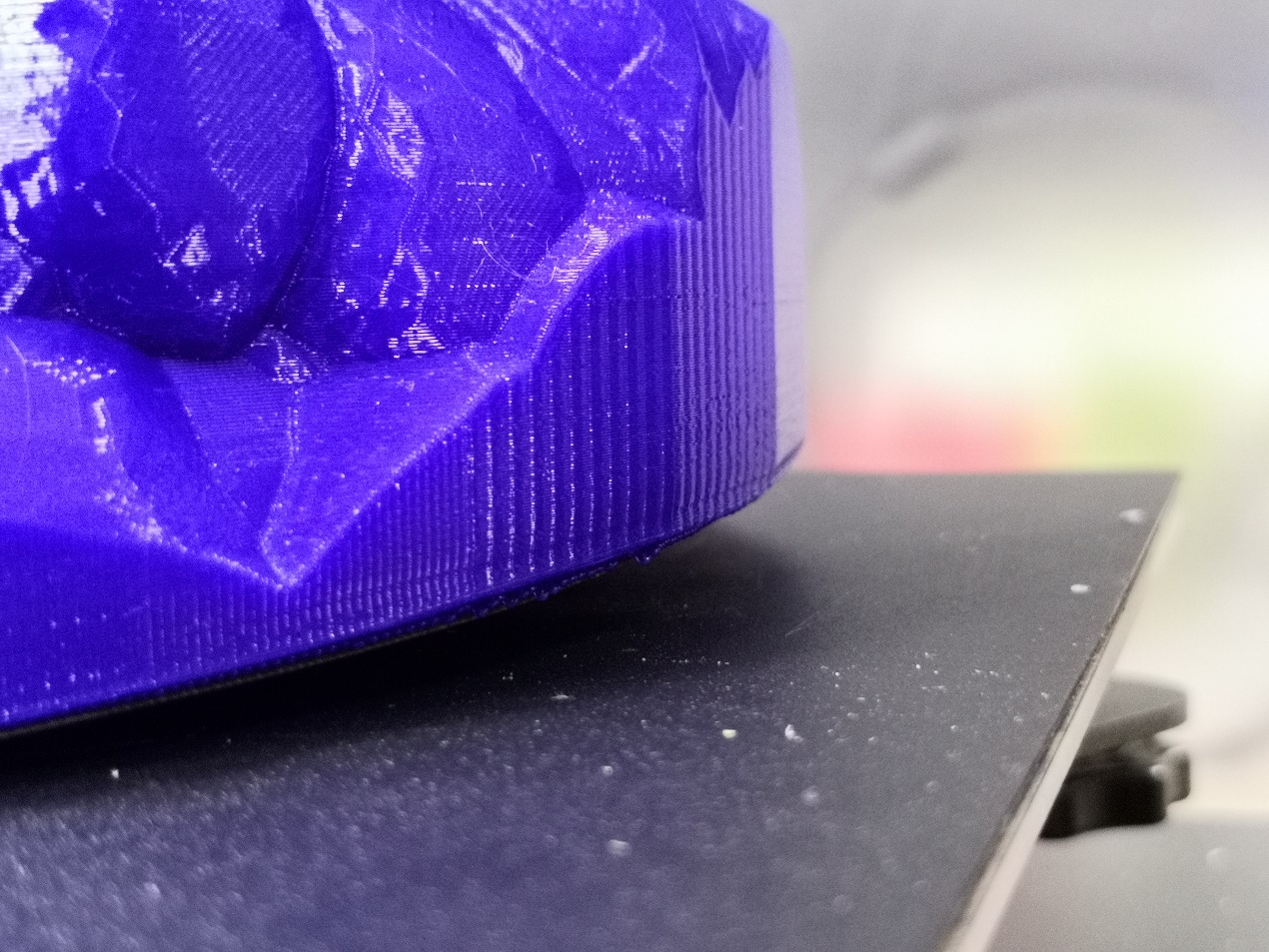
پرنٹنگ کے دوران ماڈل کا نچلا یا اوپری کنارہ خراب اور خراب ہوتا ہے۔نیچے اب پرنٹنگ ٹیبل پر نہیں چپکتا ہے۔کٹے ہوئے کنارے کی وجہ سے ماڈل کا اوپری حصہ بھی ٹوٹ سکتا ہے، یا پرنٹنگ بیڈ کے ساتھ ناقص چپکنے کی وجہ سے ماڈل پرنٹنگ ٹیبل سے مکمل طور پر الگ ہو سکتا ہے۔
ممکنہ وجوہات
∙ بہت جلدی ٹھنڈا ہونا
∙ کمزور بانڈنگ سطح
∙ غیر سطحی پرنٹ بیڈ
ٹربل شوٹنگ ٹپس
بہت جلدی ٹھنڈا ہو رہا ہے۔
ABS یا PLA جیسے مواد میں گرمی سے ٹھنڈا ہونے کے عمل کے دوران سکڑ جانے کی خصوصیت ہوتی ہے اور یہی مسئلہ کی بنیادی وجہ ہے۔اگر تنت بہت جلد ٹھنڈا ہو جائے تو وارپنگ کا مسئلہ ہو گا۔
گرم استعمال کریں۔بی ای ڈی
سب سے آسان طریقہ یہ ہے کہ گرم بستر کا استعمال کریں اور فلیمینٹ کی ٹھنڈک کو کم کرنے کے لیے مناسب درجہ حرارت کو ایڈجسٹ کریں اور اسے پرنٹنگ بیڈ کے ساتھ بہتر طور پر جوڑ دیں۔گرم بستر کے درجہ حرارت کی ترتیب فلیمینٹ پیکیجنگ پر تجویز کردہ کا حوالہ دے سکتی ہے۔عام طور پر، PLA پرنٹ بستر کا درجہ حرارت 40-60 ° C ہے، اور ABS گرم بستر کا درجہ حرارت 70-100 ° C ہے۔
پنکھا بند کر دیں۔
عام طور پر، پرنٹر باہر نکلے ہوئے تنت کو ٹھنڈا کرنے کے لیے پنکھے کا استعمال کرتا ہے۔پرنٹنگ کے شروع میں پنکھے کو بند کرنے سے فلیمینٹ پرنٹنگ بیڈ کے ساتھ بہتر بانڈ بنا سکتا ہے۔سلائسنگ سافٹ ویئر کے ذریعے، پرنٹنگ کے آغاز میں تہوں کی ایک خاص تعداد کے پنکھے کی رفتار کو 0 پر سیٹ کیا جا سکتا ہے۔
گرم انکلوژر کا استعمال کریں۔
کچھ بڑے سائز کی پرنٹنگ کے لیے، ماڈل کا نچلا حصہ گرم بستر پر چپک کر رہ سکتا ہے۔تاہم، تہوں کے اوپری حصے میں اب بھی سکڑنے کا امکان موجود ہے کیونکہ اونچائی اتنی لمبی ہے کہ گرم بستر کا درجہ حرارت اوپری حصے تک نہیں پہنچ سکتا۔اس صورت حال میں، اگر اس کی اجازت ہو تو، ماڈل کو ایک دیوار میں رکھیں جو پورے علاقے کو ایک خاص درجہ حرارت پر رکھ سکے، ماڈل کی ٹھنڈک کی رفتار کو کم کرے اور وارپنگ کو روک سکے۔
کمزور بانڈنگ سطح
ماڈل اور پرنٹنگ بیڈ کے درمیان رابطے کی سطح کا ناقص چپکنا بھی وارپنگ کا سبب بن سکتا ہے۔پرنٹنگ بیڈ کو ایک خاص ساخت کی ضرورت ہوتی ہے تاکہ فلیمینٹ کو مضبوطی سے پھنس سکے۔نیز، ماڈل کا نچلا حصہ اتنا بڑا ہونا چاہیے کہ کافی چپچپا ہو۔
پرنٹ بیڈ میں ٹیکسچر شامل کریں۔
پرنٹ بیڈ پر بناوٹ والے مواد کو شامل کرنا ایک عام حل ہے، مثال کے طور پر ماسکنگ ٹیپ، گرمی سے بچنے والے ٹیپ یا اسٹک گلو کی پتلی تہہ لگانا، جسے آسانی سے دھویا جا سکتا ہے۔PLA کے لیے، ماسکنگ ٹیپ ایک اچھا انتخاب ہوگا۔
پرنٹ بیڈ کو صاف کریں۔
اگر پرنٹ بیڈ شیشے یا اسی طرح کے مواد سے بنا ہے، تو انگلیوں کے نشانات سے چکنائی اور گلو کے ذخائر کی ضرورت سے زیادہ تعمیر ان سب کے نتیجے میں چپک نہیں سکتی۔سطح کو اچھی حالت میں رکھنے کے لیے پرنٹ بیڈ کو صاف اور برقرار رکھیں۔
سپورٹ شامل کریں۔
اگر ماڈل میں پیچیدہ اوور ہینگس یا extremities ہیں، تو عمل کے دوران پرنٹ کو ایک ساتھ رکھنے کے لیے سپورٹ شامل کرنا یقینی بنائیں۔اور سپورٹ بانڈنگ کی سطح کو بھی بڑھا سکتی ہے جو چپکنے میں مدد کرتی ہے۔
برمز اور رافٹس شامل کریں۔
کچھ ماڈلز میں پرنٹ بیڈ کے ساتھ صرف چھوٹی رابطہ سطحیں ہوتی ہیں اور گرنا آسان ہوتا ہے۔رابطے کی سطح کو بڑا کرنے کے لیے، اسکرٹس، برمز اور رافٹس کو سلائسنگ سافٹ ویئر میں شامل کیا جا سکتا ہے۔اسکرٹس یا برمز ایک مخصوص تعداد میں پیری میٹر لائنوں کی ایک تہہ کو شامل کریں گے جہاں سے پرنٹ پرنٹ بیڈ سے رابطہ کرتا ہے۔پرنٹ کے سائے کے مطابق، بیڑا پرنٹ کے نچلے حصے میں ایک مخصوص موٹائی کا اضافہ کرے گا.
غیر سطحی پرنٹ بیڈ
اگر پرنٹ بیڈ کو برابر نہیں کیا جاتا ہے، تو یہ ناہموار پرنٹنگ کا سبب بنے گا۔کچھ پوزیشنوں میں، نوزلز بہت زیادہ ہوتے ہیں، جس کی وجہ سے باہر نکالا ہوا فلیمینٹ پرنٹ بیڈ پر اچھی طرح چپک نہیں پاتا، اور اس کے نتیجے میں وارپنگ ہوتی ہے۔
پرنٹ بیڈ کو لیول کریں۔
ہر پرنٹر کے پاس پرنٹ پلیٹ فارم لیولنگ کے لیے ایک مختلف عمل ہوتا ہے، کچھ جیسے کہ جدید ترین Lulzbots ایک انتہائی قابل اعتماد آٹو لیولنگ سسٹم کا استعمال کرتے ہیں، دوسرے جیسے Ultimaker کے پاس ایک آسان مرحلہ وار طریقہ ہے جو آپ کو ایڈجسٹمنٹ کے عمل میں رہنمائی کرتا ہے۔اپنے پرنٹ بیڈ کو برابر کرنے کے طریقے کے لیے اپنے پرنٹر کے دستی سے رجوع کریں۔
پوسٹ ٹائم: دسمبر-23-2020