
問題は何ですか?
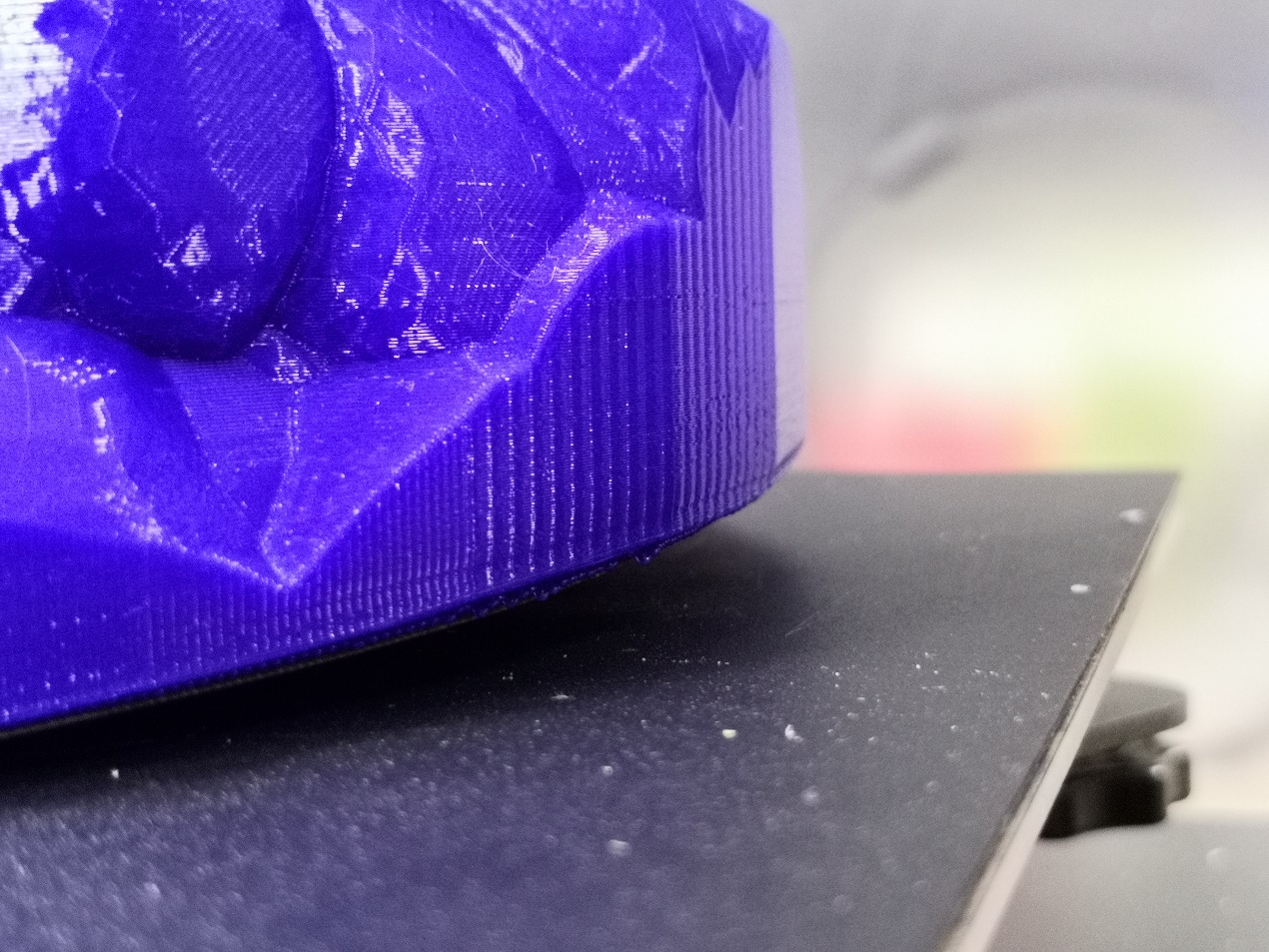
モデルの下端または上端は、印刷中に歪んで変形します。底が印刷テーブルにくっつかなくなりました。エッジがゆがんでいると、モデルの上部が破損したり、印刷ベッドとの密着性が悪いためにモデルが印刷テーブルから完全に分離したりする可能性があります。
考えられる原因
∙冷却が速すぎる
∙結合面が弱い
∙アンレベルプリントベッド
トラブルシューティングのヒント
冷却が速すぎる
ABSやPLAなどの材料は、加熱から冷却までの過程で収縮するという特徴があり、これが問題の根本的な原因です。フィラメントの冷却が速すぎると、反りの問題が発生します。
加熱したものを使用するベッド
最も簡単な方法は、加熱されたベッドを使用し、適切な温度を調整してフィラメントの冷却を遅くし、印刷ベッドとの結合を改善することです。加熱床の温度設定は、フィラメントパッケージで推奨されているものを参照できます。一般的に、PLAプリントベッドの温度は40〜60°C、ABS加熱ベッドの温度は70〜100°Cです。
ファンをオフにします
一般的に、プリンターはファンを使用して押し出されたフィラメントを冷却します。印刷の開始時にファンをオフにすると、フィラメントと印刷ベッドの結合が向上します。スライスソフトにより、印刷開始時の特定の層数のファン速度を0に設定できます。
加熱されたエンクロージャを使用する
一部の大型印刷では、モデルの下部が加熱されたベッドに付着し続ける可能性があります。ただし、高さが高すぎて加熱床温度が上部に到達できないため、層の上部は収縮する可能性があります。この場合、許可されている場合は、モデルをエンクロージャーに配置して、領域全体を特定の温度に保ち、モデルの冷却速度を低下させ、反りを防ぎます。
弱い結合面
モデルと印刷ベッドの間の接触面の接着が不十分な場合も、反りが発生する可能性があります。印刷ベッドは、フィラメントがしっかりとくっつくのを容易にするために、特定のテクスチャーを持っている必要があります。また、モデルの下部は、十分な粘着性を持たせるのに十分な大きさである必要があります。
印刷ベッドにテクスチャを追加する
プリントベッドにテクスチャ素材を追加するのが一般的な解決策です。たとえば、マスキングテープ、耐熱テープ、スティックのりの薄層を塗布するなど、簡単に洗い流すことができます。PLAの場合、マスキングテープが適しています。
プリントベッドをきれいにする
プリントベッドがガラスまたは同様の材料でできている場合、指紋からのグリースと接着剤の堆積物の過剰な蓄積はすべて、粘着しないという結果になる可能性があります。表面を良好な状態に保つために、プリントベッドを清掃して維持します。
サポートを追加する
モデルに複雑なオーバーハングまたは端がある場合は、プロセス中に印刷をまとめるためのサポートを必ず追加してください。そして、サポートはまた、粘着を助ける結合面を増やすことができます。
ブリムとラフトを追加する
一部のモデルは、プリントベッドとの接触面が小さく、脱落しやすいものがあります。接触面を拡大するために、スライスソフトウェアにスカート、ブリム、ラフトを追加できます。スカートまたはブリムは、プリントがプリントベッドと接触する場所から放射状に広がる指定された数の周囲線の単一レイヤーを追加します。いかだは、プリントの影に応じて、プリントの下部に指定された厚さを追加します。
平らでないプリントベッド
プリントベッドが水平になっていないと、印刷ムラの原因になります。一部の位置では、ノズルが高すぎるため、押し出されたフィラメントがプリントベッドにうまく付着せず、反りが発生します。
プリントベッドを水平にする
最新のLulzbotsのように、非常に信頼性の高い自動レベリングシステムを利用しているものもあれば、Ultimakerのように、調整プロセスをガイドする便利なステップバイステップのアプローチを備えているものもあります。プリントベッドを水平にする方法については、プリンタのマニュアルを参照してください。
投稿時間:2020年12月23日