
ҚАНДАЙ МӘСЕЛЕ?
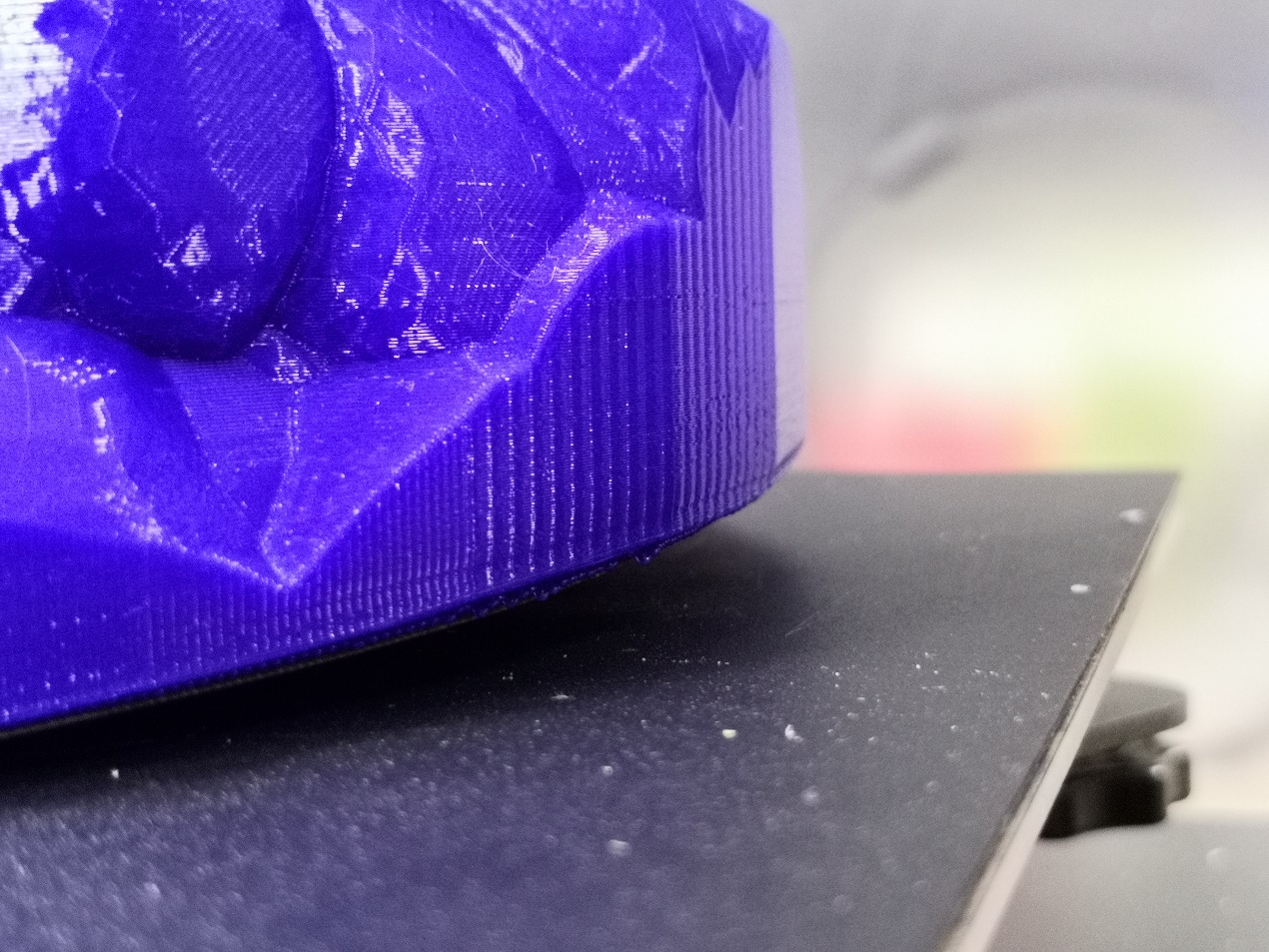
Модельдің астыңғы немесе жоғарғы жиегі басып шығару кезінде майысқан және деформацияланған;төменгі жағы басып шығару үстеліне енді жабыспайды.Майысқан жиегі үлгінің үстіңгі бөлігінің сынуына себеп болуы мүмкін немесе басып шығару төсегімен нашар адгезиясы салдарынан модель басып шығару үстелінен толығымен бөлініп кетуі мүмкін.
МҮМКІН СЕБЕПТЕР
∙ Тым жылдам салқындату
∙ Әлсіз байланыс беті
∙ Деңгейсіз баспа төсегі
АҚАУЛЫҚТАРДЫ ЖОЮ КЕҢЕСТЕРІ
Тым тез салқындату
ABS немесе PLA сияқты материалдардың салқындату үшін қыздыру процесі кезінде кішірейетін қасиеті бар және бұл мәселенің негізгі себебі.Егер жіп тым тез суыса, бұралу мәселесі орын алады.
ҚЫЗДЫРУДЫ ПАЙДАЛАНЫҢЫЗТөсек
Ең оңай жолы - қыздырылған төсекті пайдалану және жіптің салқындатылуын баяулату және оны басып шығару төсегімен жақсырақ байланыстыру үшін тиісті температураны реттеу.Қыздырылған төсектің температура параметрі жіпті қаптамада ұсынылғанға сілтеме жасай алады.Әдетте, PLA баспа төсегінің температурасы 40-60°C, ал ABS жылытылатын төсек температурасы 70-100°C.
Желдеткішті өшіріңіз
Әдетте принтер экструдталған жіпті салқындату үшін желдеткішті пайдаланады.Басып шығарудың басында желдеткішті өшіру жіпті басып шығару төсегімен жақсырақ байланыстыруы мүмкін.Кесу бағдарламалық құралы арқылы басып шығарудың басындағы белгілі бір қабаттар санының желдеткіш жылдамдығын 0-ге орнатуға болады.
Жылытылған корпусты пайдаланыңыз
Кейбір үлкен өлшемді басып шығару үшін үлгінің төменгі жағы қыздырылған төсекке жабысып қалуы мүмкін.Дегенмен, қабаттардың үстіңгі бөлігінде әлі де жиырылу мүмкіндігі бар, өйткені биіктігі тым биік, қыздырылған төсек температурасы жоғарғы бөлікке жету үшін.Бұл жағдайда, рұқсат етілсе, модельді бүкіл аумақты белгілі бір температурада ұстап тұруға, модельдің салқындату жылдамдығын азайтуға және деформацияны болдырмайтын қоршауға салыңыз.
Әлсіз байланыс беті
Модель мен басып шығару төсеніші арасындағы жанасу бетінің нашар адгезиясы да майысуды тудыруы мүмкін.Баспа төсегінде жіптің мықтап жабысып қалуын жеңілдету үшін белгілі бір құрылым болуы керек.Сондай-ақ, үлгінің төменгі жағы жеткілікті жабысқақ болуы үшін жеткілікті үлкен болуы керек.
БАСЫП ШЫҒАРУ КӨРСЕТКІШІНЕ ТЕКСТУРА ҚОСУ
Басып шығару төсегіне текстуралы материалдарды қосу кең таралған шешім болып табылады, мысалы, бояу таспалары, ыстыққа төзімді таспалар немесе оңай жууға болатын жұқа жабысқақ желім қабатын жағу.PLA үшін маска таспасы жақсы таңдау болады.
БАСЫП КӨРСЕТУ КЕРЕКТІГІН ТАЗАЛАҢЫЗ
Баспа төсеніші шыныдан немесе ұқсас материалдардан жасалған болса, саусақ іздерінің майлануы және желім шөгінділерінің шамадан тыс жиналуы жабыспауға әкелуі мүмкін.Бетін жақсы күйде ұстау үшін басып шығару төсегін тазалаңыз және күтіңіз.
ҚОЛДАУЛАРДЫ ҚОСУ
Модельде күрделі саңылаулар немесе шеткі жерлер болса, процесс барысында басып шығаруды бірге ұстау үшін тіректерді қосуды ұмытпаңыз.Сондай-ақ тіректер жабыстыруға көмектесетін байланыстыру бетін арттыра алады.
ЖЕРЛЕР МЕН САЛДАРДЫ ҚОСУ
Кейбір үлгілерде басып шығару төсегімен тек шағын жанасу беттері бар және олар оңай құлап кетеді.Байланыс бетін үлкейту үшін кесу бағдарламалық құралына Юбка, жиектер және салдарды қосуға болады.Юбкалар немесе жиектер басып шығару төсегімен байланысатын жерден шығатын белгілі бір периметрлік сызықтардың бір қабатын қосады.Raft басып шығарудың көлеңкесіне сәйкес басып шығарудың төменгі жағына белгіленген қалыңдықты қосады.
Деңгейсіз баспа төсегі
Баспа төсеніші тегістелмеген болса, ол біркелкі басып шығаруды тудырады.Кейбір позицияларда саңылаулар тым жоғары, бұл экструдталған жіпті басып шығару төсегіне жақсы жабыспайды және бүгілуге әкеледі.
БАСЫП КӨРСЕТКІШТІ ДЕҢГЕЙЛЕРІҢІЗ
Әрбір принтерде басып шығару платформасын теңестірудің әртүрлі процесі бар, кейбіреулері ең соңғы Lulzbots сияқты өте сенімді автоматты нивелирлеу жүйесін пайдаланады, Ultimaker сияқты басқаларында реттеу процесінде басшылыққа алатын ыңғайлы қадамдық әдіс бар.Басып шығару төсегіңізді тегістеу үшін принтердің нұсқаулығын қараңыз.
Жіберу уақыты: 23 желтоқсан 2020 ж