
समस्या काय आहे?
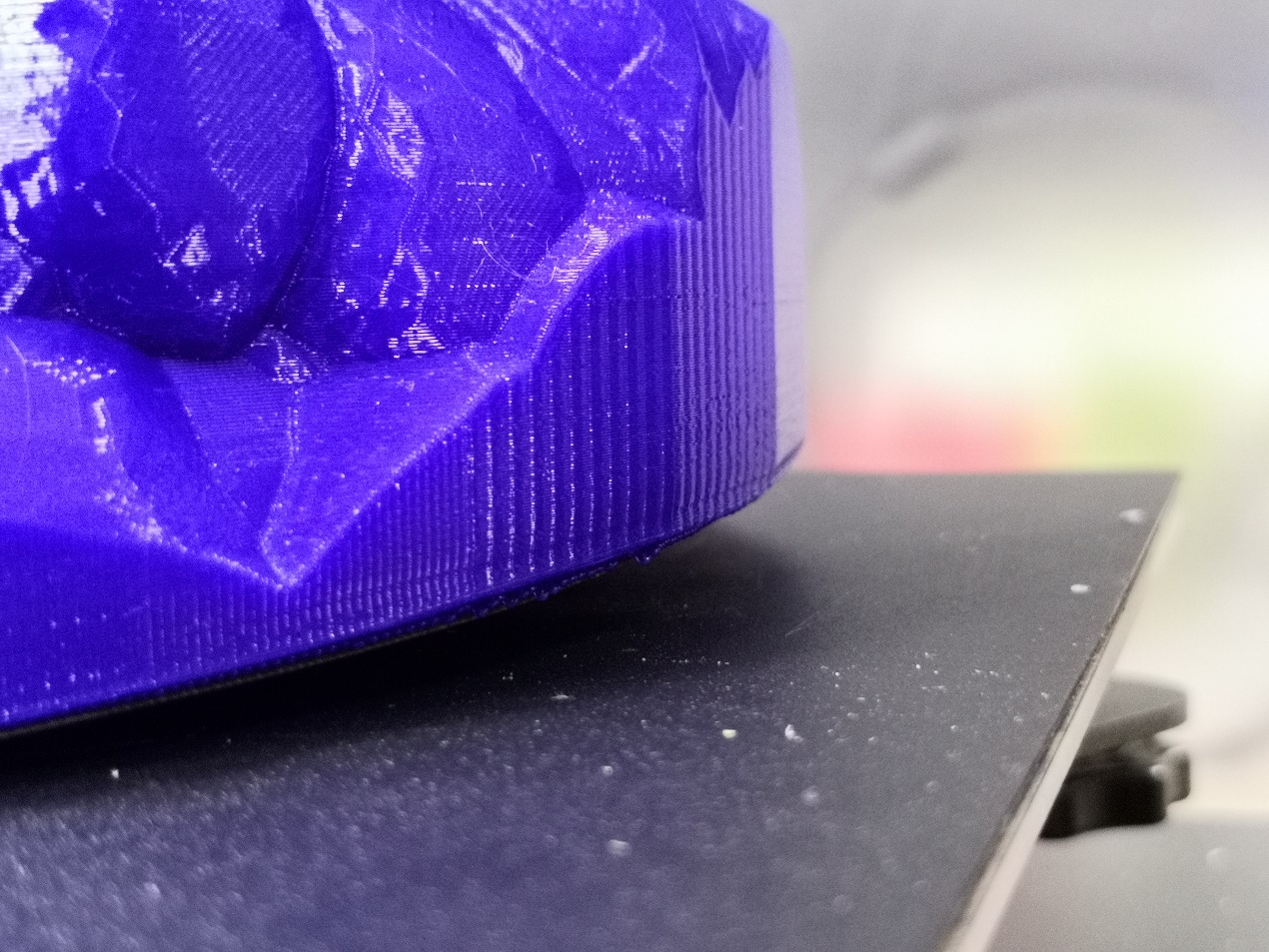
मॉडेलचा खालचा किंवा वरचा किनारा छपाई दरम्यान विकृत आणि विकृत आहे;तळ यापुढे प्रिंटिंग टेबलला चिकटत नाही.विकृत काठामुळे मॉडेलचा वरचा भाग देखील तुटतो किंवा प्रिंटिंग बेडसह खराब चिकटपणामुळे मॉडेल प्रिंटिंग टेबलपासून पूर्णपणे वेगळे होऊ शकते.
संभाव्य कारणे
∙ खूप लवकर थंड होत आहे
∙ कमकुवत बाँडिंग पृष्ठभाग
∙ अस्तर प्रिंट बेड
ट्रबलशूटिंग टिपा
खूप लवकर थंड होत आहे
ABS किंवा PLA सारख्या सामग्रीमध्ये गरम ते थंड होण्याच्या प्रक्रियेदरम्यान संकुचित होण्याचे वैशिष्ट्य आहे आणि हेच समस्येचे मूळ कारण आहे.फिलामेंट खूप लवकर थंड झाल्यास वार्पिंगची समस्या उद्भवेल.
गरम वापराBED
सर्वात सोपा मार्ग म्हणजे गरम केलेले पलंग वापरणे आणि फिलामेंटचे थंड होण्याचे प्रमाण कमी करण्यासाठी योग्य तापमान समायोजित करणे आणि प्रिंटिंग बेडशी ते अधिक चांगले जोडणे.तापलेल्या पलंगाचे तापमान सेटिंग फिलामेंट पॅकेजिंगवर शिफारस केलेले संदर्भ देऊ शकते.साधारणपणे, PLA प्रिंट बेडचे तापमान 40-60°C असते आणि ABS गरम केलेल्या बेडचे तापमान 70-100°C असते.
पंखा बंद करा
सामान्यतः, बाहेर काढलेल्या फिलामेंटला थंड करण्यासाठी प्रिंटर पंखा वापरतो.छपाईच्या सुरुवातीला पंखा बंद केल्याने फिलामेंट प्रिंटिंग बेडशी अधिक चांगले जोडले जाऊ शकते.स्लाइसिंग सॉफ्टवेअरद्वारे, छपाईच्या सुरुवातीला ठराविक लेयर्सची फॅन स्पीड 0 वर सेट केली जाऊ शकते.
गरम पाण्याची सोय वापरा
काही मोठ्या आकाराच्या छपाईसाठी, मॉडेलचा तळ तापलेल्या बेडवर चिकटून राहू शकतो.तथापि, थरांच्या वरच्या भागामध्ये अजूनही आकुंचन होण्याची शक्यता आहे कारण उंची इतकी उंच आहे की गरम केलेल्या बेडचे तापमान वरच्या भागापर्यंत पोहोचू शकत नाही.या परिस्थितीत, जर परवानगी असेल तर, मॉडेलला अशा बंदिस्तात ठेवा जे संपूर्ण क्षेत्र एका विशिष्ट तापमानात ठेवू शकेल, मॉडेलचा थंड होण्याचा वेग कमी करेल आणि वारिंगला प्रतिबंध करेल.
कमकुवत बाँडिंग पृष्ठभाग
मॉडेल आणि प्रिंटिंग बेड यांच्यातील संपर्क पृष्ठभागाच्या खराब चिकटपणामुळे देखील वारिंग होऊ शकते.फिलामेंट घट्ट चिकटून राहण्यासाठी प्रिंटिंग बेडमध्ये विशिष्ट पोत असणे आवश्यक आहे.तसेच, मॉडेलचा तळ पुरेसा चिकटपणा येण्यासाठी मोठा असणे आवश्यक आहे.
प्रिंट बेडवर पोत जोडा
प्रिंट बेडवर टेक्सचर सामग्री जोडणे हा एक सामान्य उपाय आहे, उदाहरणार्थ मास्किंग टेप, उष्णता प्रतिरोधक टेप किंवा स्टिक ग्लूचा पातळ थर लावणे, जे सहजपणे धुतले जाऊ शकते.पीएलएसाठी, मास्किंग टेप एक चांगला पर्याय असेल.
प्रिंट बेड स्वच्छ करा
जर प्रिंट बेड काचेच्या किंवा तत्सम सामग्रीचा बनलेला असेल, तर बोटांच्या ठशांपासून मिळणारे वंगण आणि जास्त प्रमाणात गोंद साठणे या सर्व गोष्टी चिकटत नाहीत.पृष्ठभाग चांगल्या स्थितीत ठेवण्यासाठी प्रिंट बेड स्वच्छ आणि देखरेख करा.
समर्थन जोडा
जर मॉडेलमध्ये जटिल ओव्हरहॅंग्स किंवा टोके असतील तर, प्रक्रियेदरम्यान प्रिंट एकत्र ठेवण्यासाठी समर्थन जोडण्याची खात्री करा.आणि सपोर्ट्स बॉन्डिंग पृष्ठभाग देखील वाढवू शकतात जे चिकटण्यास मदत करतात.
ब्रिम्स आणि राफ्ट्स जोडा
काही मॉडेल्समध्ये प्रिंट बेडसह फक्त लहान संपर्क पृष्ठभाग असतात आणि ते पडणे सोपे असते.संपर्क पृष्ठभाग मोठा करण्यासाठी, स्लाइसिंग सॉफ्टवेअरमध्ये स्कर्ट, ब्रिम्स आणि राफ्ट्स जोडले जाऊ शकतात.स्कर्ट्स किंवा ब्रिम्स एका निर्दिष्ट संख्येच्या परिमितीच्या रेषांचा एक थर जोडतील जेथून प्रिंटचा प्रिंट बेडशी संपर्क होतो.प्रिंटच्या सावलीनुसार, राफ्ट प्रिंटच्या तळाशी एक निर्दिष्ट जाडी जोडेल.
अस्तर प्रिंट बेड
प्रिंट बेड समतल न केल्यास, यामुळे असमान छपाई होईल.काही पोझिशन्समध्ये, नोझल्स खूप जास्त असतात, ज्यामुळे एक्सट्रूडेड फिलामेंट प्रिंट बेडवर चांगले चिकटत नाही आणि परिणामी वारिंग होते.
प्रिंट बेडची पातळी करा
प्रत्येक प्रिंटरमध्ये प्रिंट प्लॅटफॉर्म लेव्हलिंगसाठी वेगळी प्रक्रिया असते, काही नवीनतम लुल्झबॉट्स सारख्या अत्यंत विश्वासार्ह ऑटो लेव्हलिंग सिस्टमचा वापर करतात, इतर जसे की अल्टिमेकरकडे एक सुलभ चरण-दर-चरण दृष्टीकोन आहे जो तुम्हाला समायोजन प्रक्रियेत मार्गदर्शन करतो.तुमचा प्रिंट बेड कसा समतल करायचा यासाठी तुमच्या प्रिंटरच्या मॅन्युअलचा संदर्भ घ्या.
पोस्ट वेळ: डिसेंबर-23-2020