
مسئلو ڇا آهي؟
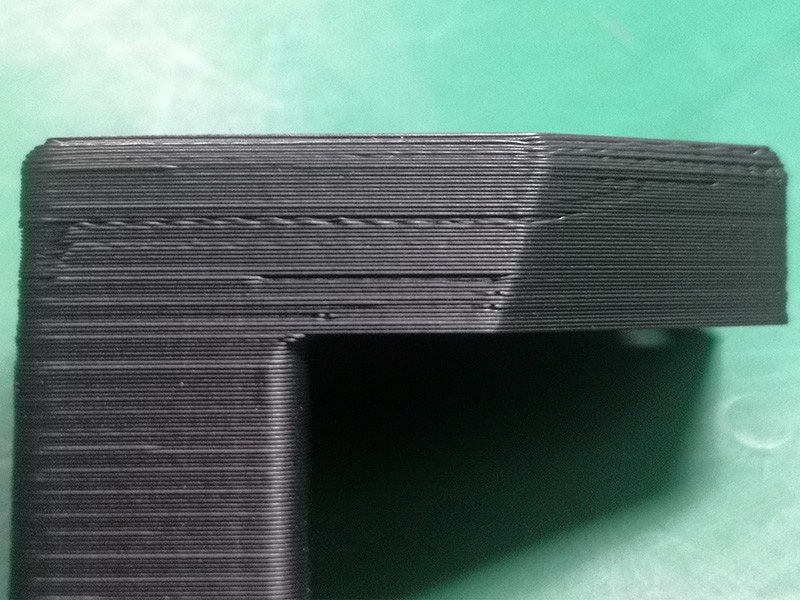
سٺي ڇپائيءَ لاءِ فلامنٽ جي مسلسل ٻاھر ڪڍڻ جي ضرورت آھي، خاص طور تي صحيح حصن لاءِ.جيڪڏهن اخراج مختلف ٿئي ٿو، اهو حتمي پرنٽ معيار کي متاثر ڪندو جهڙوڪ غير منظم سطحون.
ممڪن سبب
∙ تنت جو پڪو يا ٿلهو
∙ Nozzle Jammed
∙ گرائنڊنگ فليمينٽ
∙ غلط سافٽ ويئر سيٽنگ
∙ پراڻو يا سستو فليمينٽ
∙ Extruder مسئلا
مسئلا حل ڪرڻ جا طريقا
تنتيءَ ۾ ڦاٿل يا ٽنگيل
فلامنٽ کي اسپول کان نوزل تائين ڊگهو رستو وڃڻ گهرجي، جهڙوڪ ايڪسٽروڊر ۽ فيڊنگ ٽيوب.جيڪڏهن تنت پڪي يا ٽنگيل آهي، ٻاهر نڪرڻ غير متضاد ٿي ويندو.
فلامنٽ کي اڻڄاڻ ڪريو
چيڪ ڪريو ته فليمينٽ ڦاسي پيو آهي يا ٽنگيل آهي، ۽ پڪ ڪريو ته اسپول آزاديءَ سان گھمڻ جي قابل آهي ته جيئن فليمينٽ تمام گهڻي مزاحمت کان سواءِ آسانيءَ سان اسپول مان ٻاهر نڪري وڃي.
استعمال ڪريو صاف زخم فليمينٽ
جيڪڏهن تنت کي اسپول ۾ صاف طور تي زخم ڪيو ويو آهي، اهو آساني سان ختم ڪرڻ جي قابل هوندو آهي ۽ ان جي پيچيدگي جو گهٽ امڪان آهي.
فيڊنگ ٽيوب چيڪ ڪريو
Bowden ڊرائيو پرنٽر لاء، filament کي فيڊنگ ٽيوب ذريعي روٽ ڪيو وڃي.پڪ ڪرڻ لاءِ چيڪ ڪريو ته فليمينٽ آسانيءَ سان ٽيوب ذريعي منتقل ٿي سگهي ٿي بغير تمام گهڻي مزاحمت جي.جيڪڏهن ٽيوب ۾ تمام گهڻي مزاحمت آهي، ٽيوب کي صاف ڪرڻ يا ڪجهه سڻڪ لاڳو ڪرڻ جي ڪوشش ڪريو.اهو پڻ چيڪ ڪريو ته ڇا ٽيوب جو قطر فلامنٽ لاء مناسب آهي.تمام وڏو يا تمام ننڍو خراب ڇپائيء جو نتيجو ٿي سگھي ٿو.
ڪونج جام ٿيل
جيڪڏهن نوزل جزوي طور تي جام ٿيل آهي، ته فلامنٽ آسانيء سان ٻاهر نڪرڻ جي قابل نه ٿيندو ۽ غير مطابقت بڻجي ويندو.
ڏانھن وڃوڪونج جام ٿيلهن مسئلي کي حل ڪرڻ جي وڌيڪ تفصيل لاء سيڪشن.
Gرنڊڪ فلامينٽ
Extruder فيلامينٽ کي کارائڻ لاءِ ڊرائيونگ گيئر استعمال ڪريو.بهرحال، گئر کي پيسڻ واري فليمينٽ تي پڪڙڻ ڏکيو آهي، تنهنڪري فليمينٽ کي مسلسل ڪڍڻ ڏکيو آهي.
ڏانھن وڃوگرائننگ فلامينٽهن مسئلي کي حل ڪرڻ جي وڌيڪ تفصيل لاء سيڪشن.
Iصحيح سافٽ ويئر سيٽنگ
slicing سافٽ ويئر جي سيٽنگ extruder ۽ nozzle ڪنٽرول.جيڪڏهن سيٽنگ مناسب نه آهي، اهو پرنٽ جي معيار کي متاثر ڪندو.
پرت جي اوچائي سيٽنگ
جيڪڏهن پرت جي اوچائي تمام ننڍي آهي، مثال طور 0.01mm.ان کان پوءِ نوزل مان نڪرندڙ تنت جي لاءِ تمام گهٽ گنجائش هوندي آهي ۽ نڪرڻ غير مطابقت رکندڙ ٿي ويندو.ڪوشش ڪريو مناسب اوچائي سيٽنگ ڪريو جهڙوڪ 0.1mm ڏسڻ لاءِ ته مسئلو دور ٿي وڃي.
extrusion ويڪر سيٽنگ
جيڪڏهن ٻاهر نڪرڻ جي چوٽي جي جوڙجڪ نوزل جي قطر کان تمام گهڻو هيٺ آهي، مثال طور هڪ 0.2mm نڪتل ويڪر هڪ 0.4mm nozzle لاءِ، پوءِ Extruder فليمينٽ جي مسلسل وهڪري کي دٻائڻ جي قابل نه هوندو.انگن اکرن جي عام قاعدي جي طور تي، ٻاهر نڪرڻ جي ويڪر 100-150٪ جي اندر نه هجڻ گهرجي.
پراڻو يا سستو Filament
پراڻي تنت هوا مان نمي جذب ڪري سگهي ٿي يا وقت سان گڏ خراب ٿي سگهي ٿي.اهو پرنٽ جي معيار کي خراب ڪرڻ جو سبب بڻائيندو.گھٽ معيار جي فلامنٽ ۾ اضافي اضافو شامل ٿي سگھي ٿو جيڪي فليمينٽ جي تسلسل کي متاثر ڪن ٿا.
نئون فلامينٽ تبديل ڪريو
جيڪڏهن مسئلو ٿئي ٿو جڏهن پراڻي يا سستو فليمينٽ استعمال ڪندي، نئين ۽ اعلي معيار جي فليمينٽ جي اسپول کي آزمائي ڏسو ته ڇا مسئلو دور ٿي وڃي ٿو.
Extruder مسئلا
Extruder مسئلا سڌي طرح متضاد extrusion سبب ڪري سگهو ٿا.جيڪڏهن extruder جو ڊرائيو گيئر ڪافي سختي سان فليمينٽ کي پڪڙڻ جي قابل نه آهي، فليمينٽ سلپ ٿي سگهي ٿو ۽ نه منتقل ٿي سگهي ٿو جيئن سمجهيو وڃي.
Extruder دٻاء کي ترتيب ڏيو
چيڪ ڪريو ته ايڪسٽروڊر ٽينشنر تمام لوز آهي ۽ ٽينشنر کي ترتيب ڏيو ته پڪ ڪريو ته ڊرائيو گيئر فليمينٽ کي ڪافي سختي سان پڪڙي رهيو آهي.
ڊرائيو گيئر چيڪ ڪريو
جيڪڏهن اهو ڊرائيو گيئر جي پائڻ سبب آهي ته فليمينٽ کي چڱي طرح پڪڙي نٿو سگهجي، نئين ڊرائيو گيئر کي تبديل ڪريو.
پوسٽ جو وقت: ڊسمبر-20-2020