
WAT IS HET PROBLEEM?
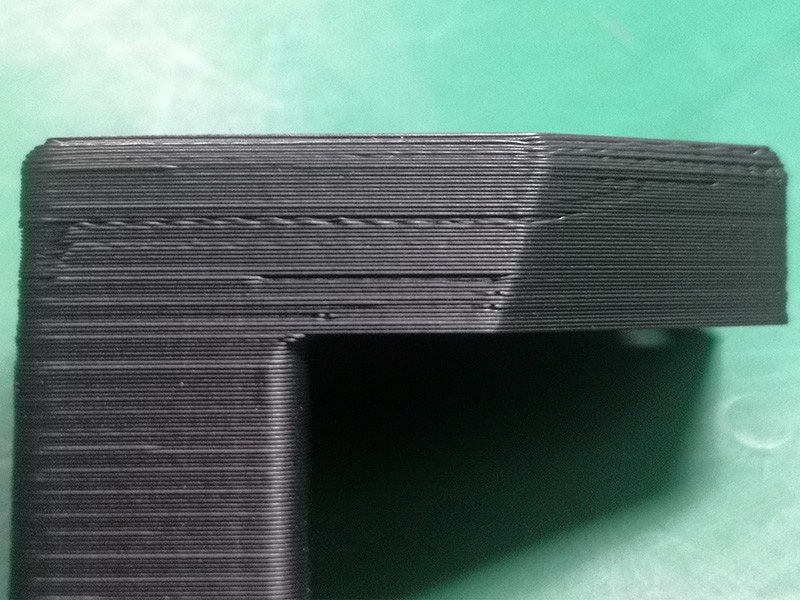
Een goede bedrukking vereist continue extrusie van filament, vooral voor nauwkeurige onderdelen.Als de extrusie varieert, heeft dit invloed op de uiteindelijke afdrukkwaliteit, zoals onregelmatige oppervlakken.
MOGELIJKE OORZAKEN
∙ Filament zit vast of is verward
∙ Spuitmond vastgelopen
∙ Slijpdraad
∙ Onjuiste software-instelling
∙Oud of goedkoop filament
∙Extruderproblemen
TIPS VOOR HET OPLOSSEN VAN PROBLEMEN
Filament vast of verward
Filament moet een lange weg afleggen van de spoel naar het mondstuk, zoals de extruder en de voedingsslang.Als het filament vastzit of verstrikt raakt, wordt de extrusie inconsistent.
ONTWIKKEL HET filament
Controleer of het filament vastzit of in de knoop zit en zorg ervoor dat de spoel vrij kan draaien, zodat het filament gemakkelijk en zonder al te veel weerstand van de spoel kan worden afgewikkeld.
GEBRUIK NETTE WONDFILAMENT
Als het filament netjes op de spoel is gewikkeld, kan het gemakkelijk worden afgewikkeld en raakt het minder snel verstrikt.
CONTROLEER DE VOEDINGSBUIS
Bij Bowden-driveprinters moet het filament door een toevoerbuis worden geleid.Controleer of het filament gemakkelijk door de buis kan bewegen zonder al te veel weerstand.Als er te veel weerstand in de buis zit, probeer dan de buis schoon te maken of wat te smeren.Controleer ook of de diameter van de buis geschikt is voor het filament.Te groot of te klein kan leiden tot een slecht afdrukresultaat.
Spuitmond vastgelopen
Als het mondstuk gedeeltelijk vastzit, zal het filament niet soepel kunnen extruderen en inconsistent worden.
Ga naarSpuitmond vastgelopensectie voor meer informatie over het oplossen van dit probleem.
Ggloeidraad
Extruder gebruikt een aandrijftandwiel om filament te voeden.Het tandwiel is echter moeilijk vast te pakken op het maalfilament, zodat het moeilijk is om het filament consistent te extruderen.
Ga naarSlijpdraadsectie voor meer informatie over het oplossen van dit probleem.
Ionjuiste software-instelling
De instellingen van de snijsoftware regelen de extruder en het mondstuk.Als de instelling niet juist is, heeft dit invloed op de afdrukkwaliteit.
laag hoogte INSTELLING:
Als de laaghoogte te klein is ingesteld, bijvoorbeeld 0,01 mm.Dan is er heel weinig ruimte voor het filament om uit het mondstuk te komen en zal de extrusie inconsistent worden.Probeer een geschikte hoogte in te stellen, zoals 0,1 mm, om te zien of het probleem verdwijnt.
extrusie breedte INSTELLING:
Als de instelling voor de extrusiebreedte ver onder de diameter van de spuitmond ligt, bijvoorbeeld een extrusiebreedte van 0,2 mm voor een spuitmond van 0,4 mm, kan de extruder geen consistente stroom filament duwen.Als algemene vuistregel geldt dat de extrusiebreedte binnen 100-150% van de spuitmonddiameter moet liggen.
Oud of goedkoop filament
Oud filament kan vocht uit de lucht opnemen of na verloop van tijd degraderen.Hierdoor gaat de afdrukkwaliteit achteruit.Filament van lage kwaliteit kan extra additieven bevatten die de consistentie van het filament beïnvloeden.
WIJZIG NIEUW FILAMENT
Als het probleem zich voordoet bij het gebruik van oud of goedkoop filament, probeer dan een spoel met nieuw en hoogwaardig filament om te zien of het probleem verdwijnt.
Extruderproblemen
Extruderproblemen kunnen direct inconsistente extrusie veroorzaken.Als het aandrijftandwiel van de extruder het filament niet hard genoeg kan grijpen, kan het filament wegglijden en niet bewegen zoals verwacht.
Pas de spanning van de extruder aan
Controleer of de extruderspanner te los zit en pas de spanner aan om ervoor te zorgen dat het aandrijftandwiel het filament hard genoeg grijpt.
CONTROLEER AANDRIJFVERSNELLING
Als het door slijtage van het aandrijftandwiel is dat het filament niet goed kan worden vastgepakt, vervang dan een nieuw aandrijftandwiel.
Posttijd: 20-dec-2020