
WAT ASS D'FRO?
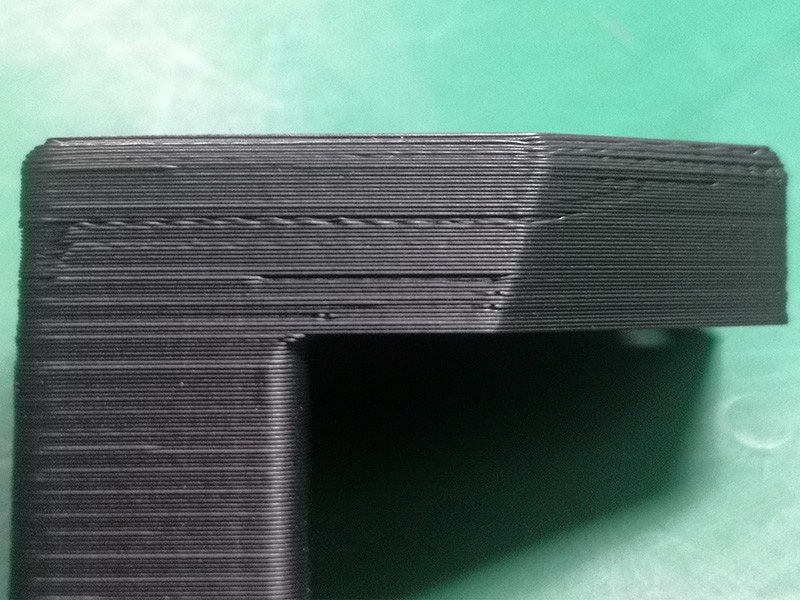
Eng gutt Dréckerei erfuerdert kontinuéierlech Extrusioun vu Filament, besonnesch fir korrekt Deeler.Wann d'Extrusioun variéiert, beaflosst et d'endgülteg Drockqualitéit wéi onregelméisseg Flächen.
MÉIGLECH Ursaachen
∙ Filament Stuck oder Tangled
∙ Nozzle gestoppt
∙ Filament Schleifen
∙ falsch Software Astellung
∙ Al oder bëlleg Filament
∙ Extruder Themen
TROUBLESHOOTING Tipps
Filament Stuck oder Tangled
Filament soll duerch e laange Wee vun der Spull op d'Düse goen, wéi zum Beispill den Extruder an d'Fütterröhre.Wann de Filament stécht oder verwéckelt ass, gëtt d'Extrusioun inkonsistent.
DE Filament untangelen
Kontrolléiert ob de Filament hänke bliwwen oder verwéckelt ass, a vergewëssert Iech datt de Spull fäeg ass fräi ze rotéieren, sou datt de Filament liicht aus der Spull opgerullt gëtt ouni ze vill Resistenz.
BENOTZT NET WONNET FILAMENT
Wann de Filament ordentlech un de Spull gewéckelt ass, ass et fäeg sech liicht ofzewéckelen a manner wahrscheinlech ze verwéckelt.
KONTROLLER DEN FEEDING TUBE
Fir Bowden Drive Dréckeren, soll de Filament duerch e Fütterungsröhr geréckelt ginn.Iwwerpréift fir sécher ze stellen datt de Filament einfach duerch d'Röhre ka beweegen ouni ze vill Resistenz.Wann et ze vill Resistenz am Rouer ass, probéiert d'Röhre ze botzen oder e bësse Schmier opzemaachen.Kontrolléiert och ob den Duerchmiesser vum Röhre fir de Filament gëeegent ass.Ze grouss oder ze kleng kann zu engem schlechten Drockresultat féieren.
Nozzle gestoppt
Wann d'Düse deelweis ageklemmt ass, kann de Filament net glat extrudéieren an inkonsistent ginn.
Géi opNozzle gestopptSektioun fir méi Detailer iwwer d'Problembehandlung vun dësem Problem.
Grëndlech Filament
Extruder benotzt e Fuertausrüstung fir Filament ze fidderen.Wéi och ëmmer, de Gang ass schwéier op de Schleiffilament ze gräifen, sou datt de Filament schwéier konsequent extrudéiert gëtt.
Géi opFilament SchleifenSektioun fir méi Detailer iwwer d'Problembehandlung vun dësem Problem.
Ifalsch Software Astellung
D'Astellunge vun der Schneisoftware kontrolléieren den Extruder an d'Düse.Wann d'Astellung net gëeegent ass, wäert et d'Dréckqualitéit beaflossen.
Layer Héicht SETTING
Wann d'Schicht Héicht ze kleng ass, zum Beispill 0,01 mm.Da gëtt et ganz wéineg Plaz fir de Filament aus der Düse eraus ze kommen an d'Extrusioun wäert inkonsistent ginn.Probéiert eng passend Héicht wéi 0,1 mm ze setzen fir ze kucken ob de Problem fortgeet.
extrusion Breet SETTING
Wann d'Extrusiounsbreet-Astellung wäit ënner dem Düsen Duerchmiesser ass, zum Beispill eng 0,2 mm Extrusiounsbreet fir eng 0,4 mm Düse, da wäert den Extruder net fäeg sinn e konsequente Filamentfloss ze drécken.Als allgemeng Daumenregel sollt d'Extrusiounsbreet bannent 100-150% vum Düsenduerchmiesser sinn.
Al oder bëlleg Filament
Al Filament kann Feuchtigkeit aus der Loft absorbéieren oder mat der Zäit ofbauen.Dëst wäert d'Drockqualitéit erofsetzen.Niddereg Qualitéit Filament kann extra Zousatzstoffer enthalen déi d'Konsistenz vum Filament beaflossen.
Ännerung NEW FILAMENT
Wann de Problem geschitt wann Dir al oder bëlleg Filament benotzt, probéiert e Spull vun neien a qualitativen Filamenter fir ze kucken ob de Problem fortgeet.
Extruder Problemer
Extruder Themen kënnen direkt onkonsequent Extrusioun verursaachen.Wann d'Driebeausrüstung vum Extruder net fäeg ass de Filament schwéier genuch ze gräifen, kann de Filament rutschen an net beweegen wéi ugeholl.
Ajustéieren extruder Spannung
Iwwerpréift ob den Extruder-Spanner ze locker ass a passt de Spanner un fir sécher ze stellen datt d'Drive gear schwéier genuch de Filament gräift.
CHECK DRIVE GEAR
Wann et duerch d'Verschleiung vun der Fuerderung ass datt de Filament net gutt erfaasst ka ginn, ännert en neit Fuert.
Post Zäit: Dezember 20-2020