
ШТО Е ПРАШАЊЕТО?
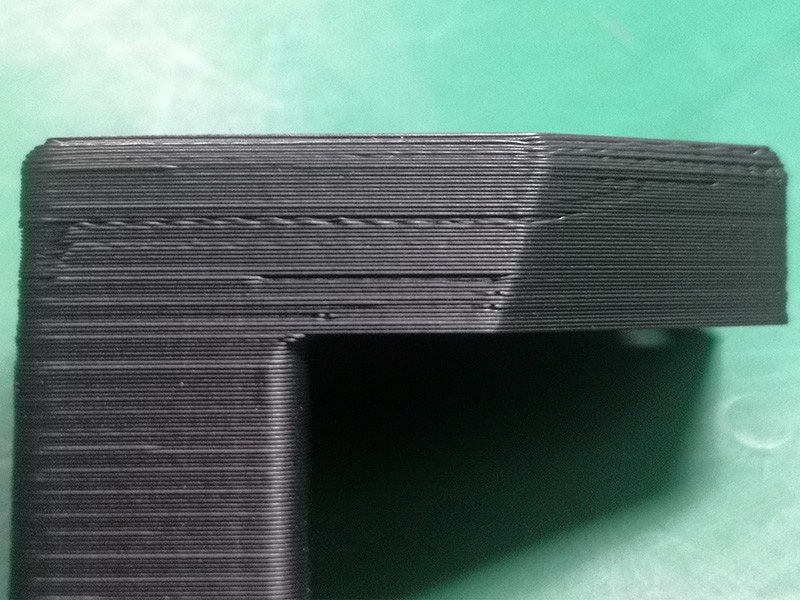
Доброто печатење бара континуирано истиснување на филаментот, особено за точни делови.Ако истиснувањето варира, тоа ќе влијае на конечниот квалитет на печатење како што се неправилните површини.
МОЖНИ ПРИЧИНИ
∙ Филаментот е заглавен или заплетен
∙ Заглавена млазница
∙ Филамент за мелење
∙ Неправилно поставување на софтвер
∙ Стар или евтин филамент
∙ Проблеми со екструдерот
СОВЕТИ ЗА РЕШАВАЊЕ ПРОБЛЕМИ
Филаментот е заглавен или заплетен
Филаментот треба да помине низ долг пат од калем до млазницата, како што се екструдерот и цевката за хранење.Ако филаментот е заглавен или заплеткан, истиснувањето ќе стане неконзистентно.
ОТПЕШТЕТЕ ГО влакното
Проверете дали влакното е заглавено или заплеткано и уверете се дека макарата може слободно да се ротира така што влакното лесно се одмотува од калемот без преголем отпор.
КОРИСТЕТЕ УРЕДНИ ВЛАКИ ЗА РАНА
Ако филаментот е уредно намотан на макарата, може лесно да се одмотува и со помала веројатност да се заплетка.
ПРОВЕРЕТЕ ЈА ЦЕВКАТА ЗА ХРАНА
За печатачите со погон на Bowden, филаментот треба да се насочи низ цевката за напојување.Проверете дали влакното може лесно да се движи низ цевката без преголем отпор.Ако има премногу отпор во цевката, обидете се да ја исчистите цевката или да нанесете малку подмачкување.Исто така, проверете дали дијаметарот на цевката е соодветен за филаментот.Премногу голем или премал може да доведе до лош резултат на печатење.
Заглавена млазница
Ако млазницата е делумно заглавена, филаментот нема да може непречено да се истиснува и да стане неконзистентен.
Оди доЗаглавена млазницадел за повеќе детали за решавање проблеми на овој проблем.
Gфиламент за матење
Екструдерот користи погонска опрема за напојување на филаментот.Сепак, запчаникот тешко се фаќа на филаментот за мелење, така што филаментот е тешко да се истиснува постојано.
Оди доФиламент за мелењедел за повеќе детали за решавање проблеми на овој проблем.
Iнеправилно поставување на софтвер
Поставките на софтверот за сечење ги контролираат екструдерот и млазницата.Ако поставката не е соодветна, тоа ќе влијае на квалитетот на печатењето.
ПОСТАВУВАЊЕ на висината на слојот
Ако висината на слојот е поставена премногу мала, на пример 0,01 mm.Тогаш има многу малку простор за филаментот да излезе од млазницата и истиснувањето ќе стане неконзистентно.Обидете се да поставите соодветна висина како 0,1 мм за да видите дали проблемот ќе исчезне.
широчина на истиснување ПОСТАВУВАЊЕ
Ако поставката за ширина на истиснување е далеку под дијаметарот на млазницата, на пример ширина на истиснување од 0,2 mm за млазница од 0,4 mm, тогаш екструдерот нема да може да турка конзистентен проток на влакно.Како општо правило, ширината на истиснување треба да биде во рамките на 100-150% од дијаметарот на млазницата.
Стар или евтин филамент
Старото влакно може да ја апсорбира влагата од воздухот или да се деградира со текот на времето.Ова ќе предизвика намалување на квалитетот на печатењето.Филаментот со низок квалитет може да содржи дополнителни адитиви кои влијаат на конзистентноста на влакното.
ПРОМЕНИ НОВИ ВЛАСКИ
Ако проблемот се случи при користење на старо или евтино влакно, пробајте калем од нов и висококвалитетен филамент за да видите дали проблемот ќе исчезне.
Екструдер прашања
Проблемите со екструдерот може директно да предизвикаат неконзистентна екструзија.Ако погонскиот запченик на екструдерот не може доволно силно да го зграпчи влакното, влакното може да се лизне и да не се движи како што се претпоставува.
Прилагодете го напнатоста на екструдерот
Проверете дали затегнувачот на екструдерот е премногу лабав и прилагодете го затегнувачот за да бидете сигурни дека погонскиот запчаник доволно силно го фаќа филаментот.
ПРОВЕРЕТЕ ГО ВОЗНАТА ОПРЕМА
Ако филаментот не може добро да се фати поради абење на погонскиот запченик, сменете нов погонски запченик.
Време на објавување: 20-12-2020