
ҚАНДАЙ МӘСЕЛЕ?
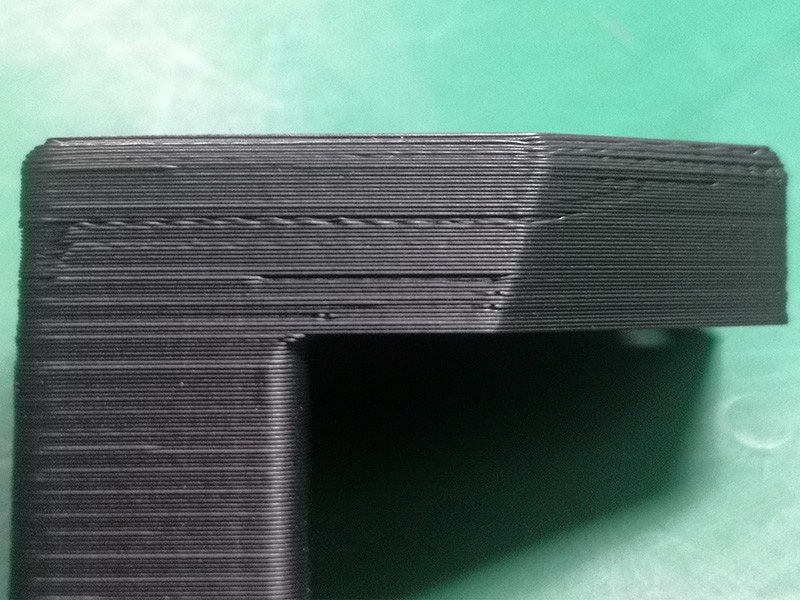
Жақсы басып шығару, әсіресе дәл бөлшектер үшін жіптің үздіксіз экструзиясын талап етеді.Экструзия әртүрлі болса, ол тегіс емес беттер сияқты соңғы басып шығару сапасына әсер етеді.
МҮМКІН СЕБЕПТЕР
∙ Жіп кептеліп қалған немесе шатастырылған
∙ Саптама кептелді
∙ Тегістеу жіпі
∙ Қате бағдарламалық құрал параметрі
∙ Ескі немесе арзан жіп
∙ Экструдер мәселелері
АҚАУЛЫҚТАРДЫ ЖОЮ КЕҢЕСТЕРІ
Жіп кептеліп қалған немесе шатастырылған
Жіп экструдер мен қоректендіру түтігі сияқты катушкадан саптамаға дейін ұзақ жолдан өтуі керек.Егер жіп кептеліп қалса немесе шатасып қалса, экструзия біркелкі болмайды.
ЖІПТІ АШУ
Жіптің кептеліп қалғанын немесе шатаспағанын тексеріңіз және катушка еркін айнала алатынына көз жеткізіңіз, осылайша жіп тым көп қарсылықсыз катушкадан оңай шешіледі.
ЖАРАҢЫЗ ЖІБІЛІКТІ ТҰЗАП ПАЙДАЛАНЫҢЫЗ
Егер жіп катушкаға ұқыпты оралса, ол оңай шешіледі және шатасу ықтималдығы аз болады.
БЕРУ ТҮТІГІН ТЕКСЕРІҢІЗ
Bowden жетек принтерлері үшін жіпті беру түтігі арқылы жіберу керек.Жіптің түтік арқылы тым көп қарсылықсыз оңай қозғала алатынын тексеріңіз.Түтікте тым көп қарсылық болса, түтікті тазалап көріңіз немесе майлауды қолданып көріңіз.Сондай-ақ түтіктің диаметрі жіпке сәйкес келетінін тексеріңіз.Тым үлкен немесе тым кішкентай басып шығару нәтижесінің нашар болуына әкелуі мүмкін.
Саңылау кептелді
Саптама ішінара кептеліп қалса, жіп біркелкі шығып кете алмайды және біркелкі болмайды.
БаруСаңылау кептелдіосы мәселені ақауларды жою туралы қосымша мәліметтер алу үшін бөлім.
Gқырғыш жіп
Экструдер жіпті беру үшін жетек тетігін пайдаланады.Дегенмен, тісті доңғалақты тегістеу жіпіне ұстау қиын, сондықтан жіпті дәйекті түрде шығару қиын.
БаруТегістеу жіпіосы мәселені ақауларды жою туралы қосымша мәліметтер алу үшін бөлім.
Iдұрыс бағдарламалық құрал параметрі
Кесу бағдарламалық құралының параметрлері экструдер мен саптаманы басқарады.Параметр сәйкес болмаса, ол басып шығару сапасына әсер етеді.
қабат биіктігі SETTING
Егер қабат биіктігі тым кішкентай орнатылса, мысалы, 0,01 мм.Содан кейін саптамадан жіптің шығуы үшін өте аз орын бар және экструзия сәйкес келмейтін болады.Мәселе жойылғанын көру үшін 0,1 мм сияқты қолайлы биіктікті орнатып көріңіз.
экструзия ені SETTING
Егер экструзия ені параметрі саптама диаметрінен әлдеқайда төмен болса, мысалы, 0,4 мм саптама үшін 0,2 мм экструзия ені, онда экструдер жіптің тұрақты ағынын итермелей алмайды.Жалпы ереже бойынша, экструзия ені саптама диаметрінің 100-150% шегінде болуы керек.
Ескі немесе арзан жіп
Ескі жіп ауадан ылғалды сіңіруі немесе уақыт өте нашарлауы мүмкін.Бұл басып шығару сапасының төмендеуіне әкеледі.Төмен сапалы жіпте жіптің консистенциясына әсер ететін қосымша қоспалар болуы мүмкін.
ЖАҢА ЖІБІЛІКТІ ӨЗГЕРТІҢІЗ
Егер мәселе ескі немесе арзан жіпті пайдаланған кезде туындаса, мәселенің жойылғанын көру үшін жаңа және жоғары сапалы жіптің катушкасын қолданып көріңіз.
Экструдер мәселелері
Экструдер мәселелері тікелей сәйкессіз экструзияны тудыруы мүмкін.Экструдердің жетек тетігі жіпті жеткілікті қатты ұстай алмаса, жіп сырғып, болжам бойынша қозғалмауы мүмкін.
Экструдер кернеуін реттеңіз
Экструдер кергішінің тым бос екенін тексеріңіз және жетек тетігі жіпті жеткілікті қатты ұстап тұрғанына көз жеткізу үшін кергішті реттеңіз.
ЖЕТКІЗГІ РЕСПУБЛИКАНЫ ТЕКСЕРІҢІЗ
Жетек берілісінің тозуына байланысты жіпті жақсы ұстау мүмкін болмаса, жаңа жетек берілісін ауыстырыңыз.
Жіберу уақыты: 20.12.2020