
مسله څه ده؟
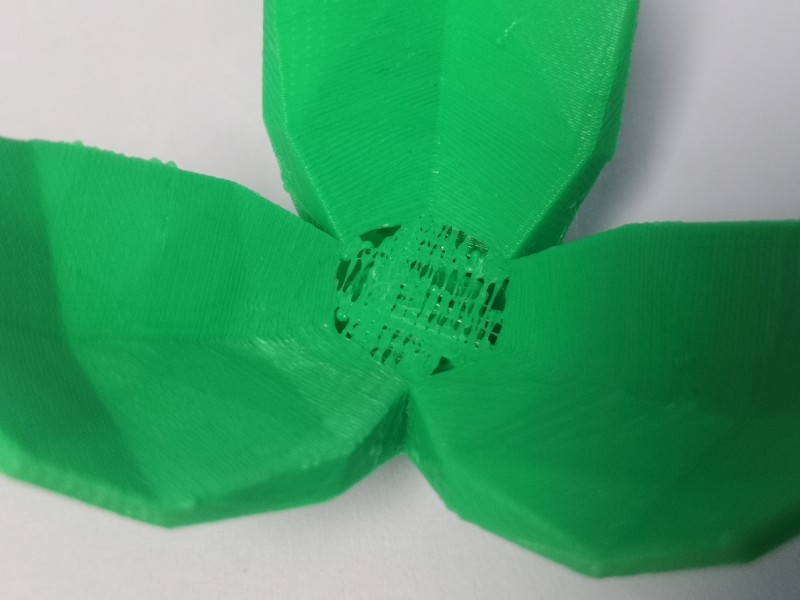
د فلیټ پورتنۍ پرت سره د ماډلونو لپاره ، دا یوه عامه ستونزه ده چې په پورتنۍ طبقه کې سوري شتون لري ، او ممکن غیر مساوي هم وي.
احتمالي لاملونه
∙ کمزوری پورتنۍ پرت ملاتړ کوي
∙ ناسم یخ کول
د ستونزو هوارولو لارښوونې
ضعیف پورتنۍ پرت ملاتړ کوي
د بالښت یو لوی لامل د پورتنۍ طبقې ناکافي ملاتړ دی، چې د پورتنۍ طبقې د نسکوریدو لامل کیږي او سوري جوړوي.په ځانګړې توګه د انعطاف وړ فیلامینټ لکه TPU لپاره، د قوي پورتنۍ طبقې جوړولو لپاره قوي ملاتړ ته اړتیا ده.د پورتنۍ پرت ملاتړ د سلائس ترتیب تنظیم کولو سره قوي کیدی شي.
د پورتنۍ طبقې ضخامت زیات کړئ
په پورتنۍ برخه کې د ښه ملاتړ لپاره ترټولو مستقیمه لاره د پورتنۍ پرتونو ضخامت لوړول دي.عموما، د لوړ ضخامت ترتیب د شیل ضخامت تنظیم کولو دمخه ترتیب کې موندل کیدی شي.د پرت ضخامت باید د پرت لوړوالی څو څو ته وټاکل شي.د پورتنۍ طبقې ضخامت د پرت لوړوالی 5 ځله ته لوړ کړئ.که پورتنۍ طبقه لاهم قوي نه وي ، یوازې زیاتوالي ته دوام ورکړئ.په هرصورت، د پورتنۍ طبقې ضخامت، د چاپ وخت اوږد دی.
د INFILL کثافت زیات کړئ
د انفل کثافت هم کولی شي د پورتنۍ پرتونو ملاتړ زیات کړي.کله چې د انفل کثافت ټیټ وي، د ماډل دننه voids نسبتا لوی وي، نو پورتنۍ طبقه کیدای شي سقوط وکړي.په دې حالت کې، تاسو کولی شئ د کثافت 20٪ -30٪ ته لوړ کړئ.په هرصورت، د لوړ انفل کثافت، د چاپ وخت اوږد دی.
ناسم یخ کول
کله چې یخ کول ناکافي وي، فلیمینټ به ورو ورو ټینګ شي او د قوي پورتنۍ طبقې جوړولو لپاره اسانه نه وي.
Cد یخولو فین هیک کړئ
د ټوټې کولو پر مهال د یخولو فین فعال کړئ، ترڅو فلیمینټ ژر تر ژره یخ شي او کلک شي.پام وکړئ چې ایا د فین څخه باد د چاپ ماډل په لور تیریږي.د فین سرعت زیاتول د فلیمینټ په یخولو کې هم مرسته کولی شي.
د چاپ سرعت کم کړئ
د کوچنیو اندازو پرتونو چاپولو په جریان کې، د چاپ سرعت کمول کولی شي د پخوانی پرت د یخولو وخت زیات کړي.دا کولی شي د پورتنۍ فلیمینټ وزن له امله د پرت سقوط مخه ونیسي.
د نوزل او چاپ بستر ترمنځ فاصله زیاته کړئ
د چاپ د پیل څخه دمخه د نوزل او د چاپ بستر ترمینځ فاصله ډیرول.دا ممکن د نوزل څخه ماډل ته د تودوخې لیږد کم کړي، د فلیمینټ یخ کول اسانه کوي.
د پوسټ وخت: دسمبر-26-2020