
問題は何ですか?
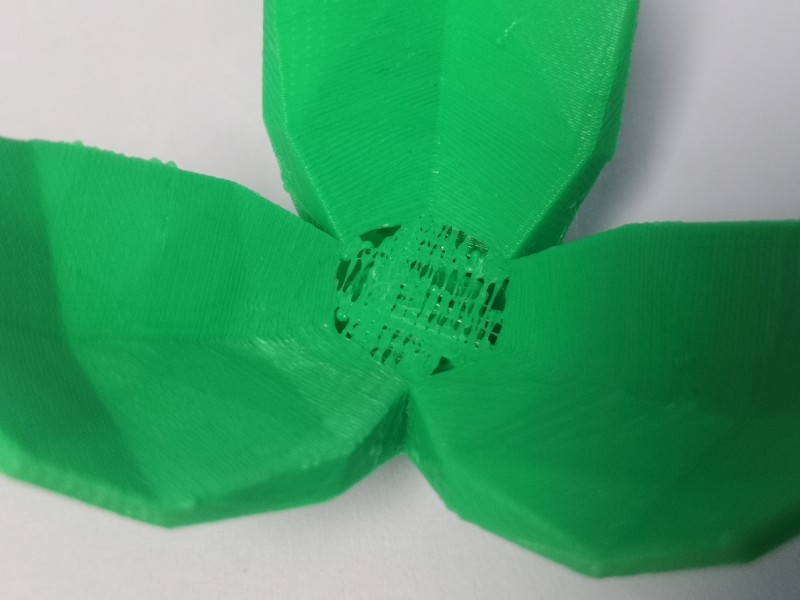
最上層が平坦なモデルの場合、最上層に穴が開いていることが一般的な問題であり、凹凸がある場合もあります。
考えられる原因
∙最上位層のサポートが不十分
∙不適切な冷却
トラブルシューティングのヒント
貧弱なトップレイヤーのサポート
ピローイングの主な理由の1つは、最上層のサポートが不十分であるため、最上層のフィラメントが崩壊して穴が形成されることです。特にTPUなどの柔軟なフィラメントの場合、強力な最上層を形成するには、より強力なサポートが必要です。スライス設定を調整することで、最上層のサポートを強化できます。
上層の厚さを増やす
上部を適切にサポートする最も直接的な方法は、上部の層の厚さを増やすことです。一般的に、トップの厚さの設定は、シェルの厚さの設定の事前設定にあります。層の厚さは、層の高さの倍数に設定する必要があります。最上層の厚さを層の高さの5倍に増やします。それでも最上層の強度が十分でない場合は、増やし続けます。ただし、最上層が厚いほど、印刷時間は長くなります。
INFILL密度を上げる
充填密度は、最上層のサポートを増やすこともできます。インフィル密度が低い場合、モデル内のボイドが比較的大きいため、最上層が崩壊する可能性があります。この場合、密度を20%〜30%に増やすことができます。ただし、充填密度が高いほど、印刷時間は長くなります。
不適切な冷却
冷却が不十分な場合、フィラメントはゆっくりと固化し、強力な最上層を形成するのは容易ではありません。
C冷却ファンを一体
スライスするときに冷却ファンを有効にして、フィラメントが急速に冷却されて固まるようにします。ファンからの風がプリントモデルに向かって吹くかどうかに注意してください。ファンの速度を上げると、フィラメントの冷却にも役立ちます。
印刷速度を下げる
小さいサイズのレイヤーを印刷する場合、印刷速度を下げると、前のレイヤーの冷却時間が長くなる可能性があります。これにより、上部フィラメントの重量による層の崩壊を防ぐことができます。
ノズルとプリントベッドの間の距離を大きくします
印刷を開始する前に、ノズルとプリントベッドの間の距離を大きくします。ノズルからモデルへの熱伝達が減少し、フィラメントの冷却が容易になる場合があります。
投稿時間:2020年12月26日