
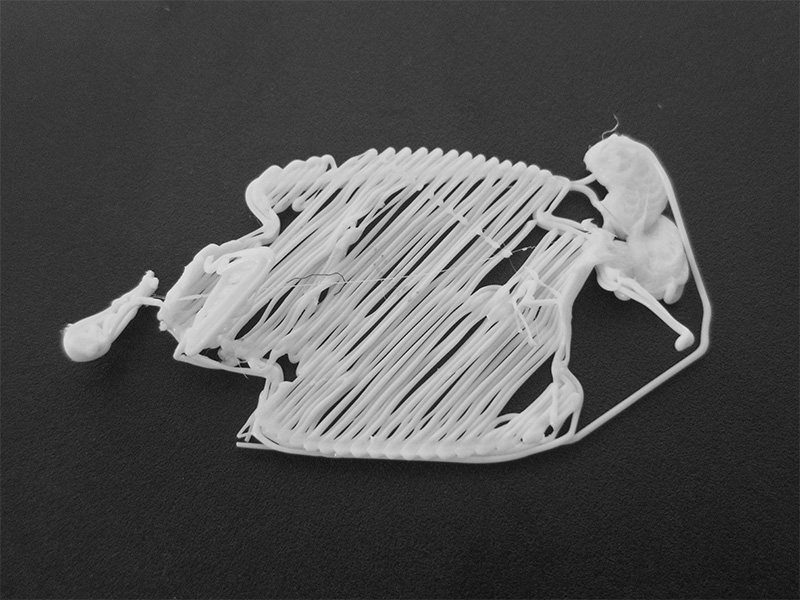
ပြဿနာကဘာလဲ။
ပုံနှိပ်နေစဉ်တွင် 3D ပရင့်ကို ပုံနှိပ်အိပ်ယာပေါ်တွင် ကပ်ထားသင့်သည်၊ သို့မဟုတ်ပါက ရှုပ်ပွသွားမည်ဖြစ်သည်။ပြဿနာသည် ပထမအလွှာတွင် အဖြစ်များသော်လည်း အလယ်အလတ်တွင် ပုံနှိပ်ခြင်းတွင် ဖြစ်နိုင်သည်။
ဖြစ်နိုင်သော အကြောင်းတရားများ
∙ Nozzle မြင့်လွန်းခြင်း။
∙ အဆင့်မရှိသော ပုံနှိပ်အိပ်ရာ
∙ အားနည်းသော ပေါင်းစပ်မျက်နှာပြင်
∙ ပရင့်ထုတ်ခြင်း အလွန်မြန်သည်။
∙ အပူရှိန်ပြင်းလွန်းသော အိပ်ရာ
∙ အမျှင်ဟောင်း
ပြဿနာရှာဖွေခြင်းဆိုင်ရာ အကြံပြုချက်များ
Nozzle အရမ်းမြင့်တယ်။
နော်ဇယ်သည် ပုံနှိပ်ခြင်း၏အစတွင် ပုံနှိပ်အိပ်ယာနှင့် ဝေးနေပါက၊ ပထမအလွှာသည် ပုံနှိပ်အိပ်ယာတွင် ကပ်ရန်ခက်ခဲပြီး ပုံနှိပ်အိပ်ယာထဲသို့ တွန်းချမည့်အစား ဆွဲယူသွားမည်ဖြစ်သည်။
NOZZLE အမြင့်ကို ချိန်ညှိပါ။
Z-axis offset option ကိုရှာပြီး nozzle နှင့် print bed အကြားအကွာအဝေးသည် 0.1 mm ခန့်ရှိကြောင်းသေချာပါစေ။ပုံနှိပ်စက်ကို စာရွက်ကြားတွင် ထားခြင်းဖြင့် ချိန်ညှိခြင်းကို ကူညီပေးနိုင်သည်။ပုံနှိပ်စက္ကူကို ရွှေ့နိုင်သော်လည်း အနည်းငယ်ခံနိုင်ရည်ရှိလျှင် အကွာအဝေးသည် ကောင်းမွန်သည်။နော်ဇယ်ကို print bed နဲ့ အရမ်းနီးကပ်အောင် မလုပ်မိအောင် သတိထားပါ၊ ဒါမှမဟုတ်ရင် အမျှင်ဓာတ်က နော်ဇယ်ကနေ ထွက်မလာဘူး၊ ဒါမှမဟုတ် နော်ဇယ်က print bed က ထွက်လာမှာကို သတိထားပါ။
အပိုင်းလိုက်ဆော့ဖ်ဝဲလ်တွင် Z-axis ဆက်တင်ကို ချိန်ညှိပါ။
Simplify3D ကဲ့သို့သော ဖြတ်ပိုင်းဆော့ဖ်ဝဲအချို့သည် Z-Axis ကမ္ဘာလုံးဆိုင်ရာ အော့ဖ်ဆက်ကို သတ်မှတ်နိုင်သည်။အနုတ် z-axis အော့ဖ်ဆက်သည် နော်ဇယ်ကို သင့်လျော်သောအမြင့်သို့ ပုံနှိပ်အိပ်ရာနှင့် ပိုမိုနီးကပ်စေနိုင်သည်။ဤဆက်တင်အတွက် သေးငယ်သော ပြုပြင်ပြောင်းလဲမှုများကိုသာ ပြုလုပ်ရန် သတိထားပါ။
ပုံနှိပ်အိပ်ရာအမြင့်ကို ချိန်ညှိပါ။
နော်ဇယ်သည် အနိမ့်ဆုံးအမြင့်တွင်ရှိသော်လည်း ပရင့်ကုတင်နှင့် လုံလောက်စွာ မနီးကပ်သေးပါက၊ ပရင့်ဘတင်၏ အမြင့်ကို ချိန်ညှိကြည့်ပါ။
ပုံနှိပ်အိပ်ရာကို အဆင့်ဖြုတ်ပါ။
ပရင့်သည် အဆင့်မမီပါက၊ ပုံနှိပ်ခြင်း၏ အချို့အစိတ်အပိုင်းများအတွက်၊ ချည်မျှင်မကပ်နိုင်သော ပရင့်အိပ်ရာနှင့် နော်ဇယ်သည် နီးကပ်နေမည်မဟုတ်ပေ။
ပရင့်ကုတင်ကို အဆင့်သတ်မှတ်ပါ။
ပရင်တာတိုင်းတွင် ပရင့်ထုတ်သည့်ပလပ်ဖောင်းအဆင့်သတ်မှတ်ခြင်းအတွက် မတူညီသောလုပ်ငန်းစဉ်တစ်ခုရှိပါသည်၊ အချို့သောနောက်ဆုံးပေါ် Lulzbots များသည် အလွန်ယုံကြည်စိတ်ချရသော အော်တိုချိန်ညှိခြင်းစနစ်ကို အသုံးပြုသည်၊ အချို့သော Ultimaker ကဲ့သို့သော အခြားအရာများသည် ချိန်ညှိမှုလုပ်ငန်းစဉ်တစ်လျှောက် သင့်အား လမ်းညွှန်ပေးသည့် လွယ်ကူသောအဆင့်ဆင့်ချဉ်းကပ်မှုတစ်ခုရှိသည်။သင့်ပရင့်အိပ်ရာကို အဆင့်သတ်မှတ်ရန် သင့်ပရင်တာ၏လက်စွဲကို ကိုးကားပါ။
အားနည်းသော Bonding မျက်နှာပြင်
အဖြစ်များသော အကြောင်းအရင်းတစ်ခုမှာ ပုံနှိပ်ခြင်းသည် ပုံနှိပ်အိပ်ယာ၏ မျက်နှာပြင်နှင့် မချိတ်မိနိုင်ခြင်းကြောင့် ဖြစ်သည်။ချည်မျှင်သည် ကပ်နိုင်စေရန် အသွင်အပြင်အခြေခံတစ်ခု လိုအပ်ပြီး ချိတ်ဆက်မှုမျက်နှာပြင်သည် လုံလောက်စွာကြီးမားသင့်သည်။
ပုံနှိပ်အိပ်ရာသို့ စာသားထည့်ပါ။
ပုံနှိပ်အိပ်ရာသို့ အသွင်အပြင်ပစ္စည်းများထည့်ခြင်းသည် ယေဘူယျဖြေရှင်းချက်ဖြစ်သည့် ဥပမာ- တိပ်များကိုဖုံးအုပ်ခြင်း၊ အပူဒဏ်ခံတိပ်ခွေများ သို့မဟုတ် အလွယ်တကူဆေးကြောနိုင်သော ကပ်ခွာအလွှာကို လိမ်းပေးခြင်းသည် သာမန်ဖြေရှင်းချက်ဖြစ်သည်။PLA အတွက်၊ တိပ်ဖုံးအုပ်ခြင်းသည် ကောင်းသောရွေးချယ်မှုဖြစ်သည်။
ပရင့်ကုတင်ကို သန့်ရှင်းပါ။
ပုံနှိပ်အိပ်ရာကို မှန် သို့မဟုတ် ဆင်တူပစ္စည်းများဖြင့် ပြုလုပ်ထားလျှင် လက်ဗွေရာများမှ အဆီများနှင့် ကော်အနည်အနှစ်များ အလွန်အကျွံ ကပ်ငြိခြင်းတို့ကို ဖြစ်ပေါ်စေနိုင်သည်။မျက်နှာပြင်ကို ကောင်းမွန်သောအခြေအနေရှိစေရန်အတွက် ပုံနှိပ်အိပ်ရာကို သန့်ရှင်းပြီး ထိန်းသိမ်းပါ။
ပံ့ပိုးမှုများထည့်ပါ။
မော်ဒယ်တွင် ရှုပ်ထွေးလွန်ကဲမှုများ သို့မဟုတ် အစွန်းအထင်းများရှိနေပါက၊ လုပ်ငန်းစဉ်အတွင်း ပရင့်ကို အတူတကွထိန်းထားရန် ပံ့ပိုးမှုများကို ထည့်သွင်းရန်သေချာပါစေ။ပံ့ပိုးမှုများသည် ကပ်ခြင်းကို ကူညီပေးသော ပေါင်းစပ်မျက်နှာပြင်ကိုလည်း တိုးစေနိုင်သည်။
BRIMS နှင့် RAFTS ပေါင်းထည့်ပါ။
အချို့မော်ဒယ်များသည် ပရင့်ကုတင်နှင့် သေးငယ်သော ထိတွေ့မျက်နှာပြင်များသာ ပါရှိပြီး ပြုတ်ကျရန် လွယ်ကူသည်။ထိတွေ့မျက်နှာပြင်ကို ချဲ့ရန်၊ Skirts၊ Brims နှင့် Rafts များကို လှီးဖြတ်သည့်ဆော့ဖ်ဝဲလ်တွင် ထည့်သွင်းနိုင်သည်။စကတ်များ သို့မဟုတ် Brims သည် ပုံနှိပ်အိပ်ယာနှင့် ထိတွေ့သည့်နေရာမှ ဖြာထွက်နေသော သတ်မှတ်ထားသော ပတ်၀န်းကျင်လိုင်းများ၏ နံပါတ်တစ်အလွှာကို ပေါင်းထည့်မည်ဖြစ်သည်။ဖေါင်သည် ပုံနှိပ်၏ အရိပ်အရ ပုံနှိပ်၏အောက်ခြေတွင် သတ်မှတ်ထားသော အထူကို ပေါင်းထည့်ပါမည်။
Pသုတ်တာ အရမ်းမြန်တယ်။
ပထမအလွှာသည် ပုံနှိပ်ခြင်း အလွန်မြန်ပါက၊ အမျှင်သည် အေးမြပြီး ပုံနှိပ်အိပ်ရာပေါ်တွင် ကပ်ရန် အချိန်မရှိနိုင်ပါ။
ပုံနှိပ်မြန်နှုန်းကို ချိန်ညှိပါ။
အထူးသဖြင့် ပထမအလွှာကို ပရင့်ထုတ်သောအခါတွင် ပရင့်အမြန်နှုန်းကို နှေးကွေးစေပါ။Simplify3D ကဲ့သို့ လှီးဖြတ်သည့်ဆော့ဖ်ဝဲလ်အချို့သည် First Layer Speed အတွက် ဆက်တင်ကို ပေးသည်။
အပူရှိန်ပြင်းလွန်းသော အိပ်ရာ
မြင့်မားသောအပူရှိန် အိပ်ရာအပူချိန်သည်လည်း ချည်မျှင်များကို အေးခဲစေပြီး ပုံနှိပ်အိပ်ရာပေါ်တွင် ကပ်စေနိုင်သည်။
ကုတင်အောက် အပူချိန်
အပူချိန်ထိန်းညှိခြင်းနှင့် ပုံနှိပ်ခြင်းအကျိုးသက်ရောက်မှုများသို့ မရောက်မချင်း၊ ဥပမာအားဖြင့် အိပ်ရာအပူချိန်ကို ၅ ဒီဂရီ တိုးပြီး ဖြည်းဖြည်းချင်း သတ်မှတ်ကြည့်ပါ။
အဟောင်းသို့မဟုတ် စျေးသက်သာသော Filament
စျေးသက်သာသော ချည်မျှင်များကို ဟောင်းနွမ်းသော အမျှင်များဖြင့် ပြန်လည်အသုံးပြုနိုင်ပါသည်။သင့်လျော်သော သိုလှောင်မှုအခြေအနေမရှိဘဲ ချည်မျှင်ဟောင်းများသည် သက်တမ်း သို့မဟုတ် ဆုတ်ယုတ်သွားကာ ပုံနှိပ်မရနိုင်တော့ပေ။
ဖိုင်းအသစ်ကို ပြောင်းပါ။
ပရင့်သည် ချည်မျှင်အဟောင်းကို အသုံးပြုနေပြီး အထက်ဖော်ပြပါဖြေရှင်းချက် အလုပ်မလုပ်ပါက၊ အမျှင်အသစ်တစ်ခုကို စမ်းကြည့်ပါ။အမျှင်များကို ကောင်းမွန်သောပတ်ဝန်းကျင်တွင် သိမ်းဆည်းထားကြောင်း သေချာပါစေ။
စာတိုက်အချိန်- ဒီဇင်ဘာ-၁၉-၂၀၂၀