
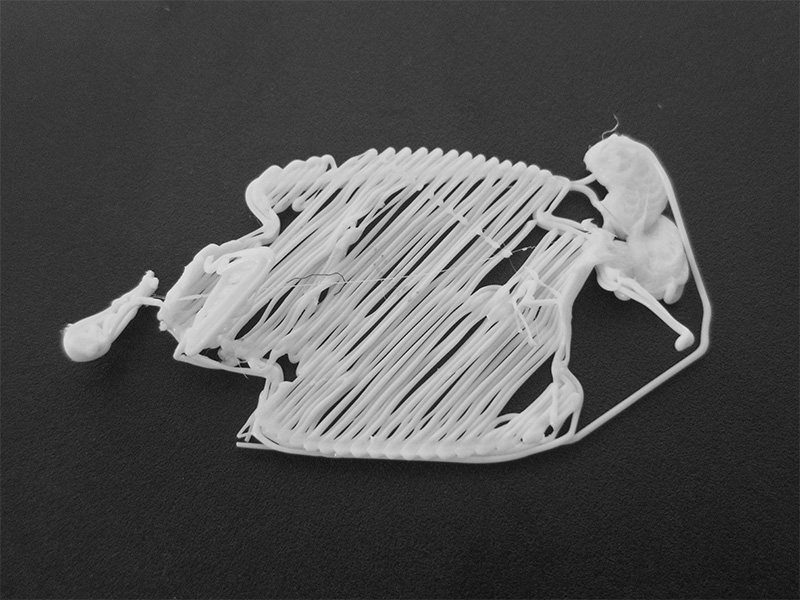
WAS IST DAS PROBLEM?
Ein 3D-Druck sollte während des Druckens auf dem Druckbett kleben, sonst würde es zu einer Sauerei.Das Problem tritt häufig auf der ersten Schicht auf, kann aber auch mitten im Druck auftreten.
MÖGLICHE URSACHEN
∙ Düse zu hoch
∙ Unebenes Druckbett
∙ Schwache Klebefläche
∙ Druck zu schnell
∙ Heizbetttemperatur zu hoch
∙ Altes Filament
TIPPS ZUR FEHLERBEHEBUNG
NOzzle zu hoch
Wenn die Düse zu Beginn des Drucks weit vom Druckbett entfernt ist, haftet die erste Schicht nur schwer am Druckbett und würde eher in das Druckbett gezogen als hineingedrückt.
DÜSENHÖHE EINSTELLEN
Suchen Sie die Option Z-Achsen-Offset und stellen Sie sicher, dass der Abstand zwischen Düse und Druckbett etwa 0,1 mm beträgt.Legen Sie ein Druckpapier dazwischen, um die Kalibrierung zu erleichtern.Lässt sich das Druckpapier mit leichtem Widerstand bewegen, ist der Abstand gut.Achten Sie darauf, die Düse nicht zu nahe an das Druckbett zu bringen, da sonst das Filament nicht aus der Düse herauskommt oder die Düse das Druckbett verschrottet.
Passen Sie die Z-Achsen-Einstellung in der Slicer-Software an
Einige Slicing-Software wie Simplify3D kann einen globalen Offset für die Z-Achse festlegen.Ein negativer Z-Achsen-Offset kann die Düse auf die geeignete Höhe näher an das Druckbett bringen.Achten Sie darauf, nur kleine Anpassungen an dieser Einstellung vorzunehmen.
DRUCKBETTERHÖHE ANPASSEN
Wenn sich die Düse auf der niedrigsten Höhe, aber immer noch nicht nahe genug am Druckbett befindet, versuchen Sie, die Höhe des Druckbetts anzupassen.
Unebenes Druckbett
Wenn der Druck uneben ist, befindet sich die Düse für einige Teile des Drucks nicht nahe genug am Druckbett, sodass das Filament nicht haften bleibt.
NIVEAU DES DRUCKBETTS
Jeder Drucker hat einen anderen Prozess zur Nivellierung der Druckplattform, einige wie die neuesten Lulzbots verwenden ein äußerst zuverlässiges automatisches Nivellierungssystem, andere wie der Ultimaker haben einen praktischen Schritt-für-Schritt-Ansatz, der Sie durch den Anpassungsprozess führt.Schlagen Sie im Handbuch Ihres Druckers nach, wie Sie Ihr Druckbett nivellieren.
Schwache Klebefläche
Eine häufige Ursache ist einfach, dass sich der Druck einfach nicht mit der Oberfläche des Druckbetts verbinden kann.Das Filament benötigt eine strukturierte Basis, um zu haften, und die Klebefläche sollte groß genug sein.
HINZUFÜGEN DER TEXTUR AUF DEM DRUCKBETT
Das Hinzufügen von strukturierten Materialien zum Druckbett ist eine gängige Lösung, zum Beispiel Abdeckbänder, hitzebeständige Bänder oder das Auftragen einer dünnen Schicht Klebestift, der leicht abgewaschen werden kann.Für PLA ist Abdeckband eine gute Wahl.
REINIGEN SIE DAS DRUCKBETT
Wenn das Druckbett aus Glas oder ähnlichen Materialien besteht, können das Fett von Fingerabdrücken und die übermäßige Bildung von Klebstoffablagerungen dazu führen, dass es nicht haftet.Reinigen und pflegen Sie das Druckbett, um die Oberfläche in gutem Zustand zu halten.
UNTERSTÜTZUNGEN HINZUFÜGEN
Wenn das Modell komplexe Überhänge oder Extremitäten aufweist, stellen Sie sicher, dass Sie Stützen hinzufügen, um den Druck während des Prozesses zusammenzuhalten.Und die Stützen können auch die Klebefläche vergrößern, die das Kleben unterstützt.
HINZUFÜGEN VON RÄUMEN UND FLÖßEN
Einige Modelle haben nur kleine Kontaktflächen mit dem Druckbett und fallen leicht ab.Um die Kontaktfläche zu vergrößern, können in der Slicing-Software Skirts, Brims und Rafts hinzugefügt werden.Röcke oder Ränder fügen eine einzelne Schicht mit einer bestimmten Anzahl von Umfangslinien hinzu, die strahlenförmig von dort ausgehen, wo der Druck das Druckbett berührt.Raft fügt der Unterseite des Drucks eine bestimmte Dicke hinzu, entsprechend dem Schatten des Drucks.
PDruck zu schnell
Wenn die erste Schicht zu schnell gedruckt wird, hat das Filament möglicherweise keine Zeit zum Abkühlen und bleibt am Druckbett haften.
DRUCKGESCHWINDIGKEIT ANPASSEN
Verlangsamen Sie die Druckgeschwindigkeit, insbesondere beim Drucken der ersten Schicht.Einige Slicing-Software wie Simplify3D bietet eine Einstellung für First Layer Speed.
Heizbetttemperatur zu hoch
Eine hohe Heizbetttemperatur kann auch dazu führen, dass sich das Filament nur schwer abkühlen und am Druckbett haften bleibt.
UNTERE BETTTEMPERATUR
Versuchen Sie, die Betttemperatur langsam herunterzuregeln, beispielsweise in 5-Grad-Schritten, bis eine Temperatur erreicht ist, die Klebe- und Druckeffekte ausgleicht.
Altoder billiges Filament
Billiges Filament kann aus recyceltem altem Filament hergestellt werden.Und altes Filament ohne angemessene Lagerbedingungen altert oder verschlechtert sich und wird nicht mehr bedruckbar.
NEUEN FILAMENT WECHSELN
Wenn für den Druck ein altes Filament verwendet wird und die obige Lösung nicht funktioniert, versuchen Sie es mit einem neuen Filament.Stellen Sie sicher, dass die Filamente in einer guten Umgebung gelagert werden.
Postzeit: 19. Dezember 2020