
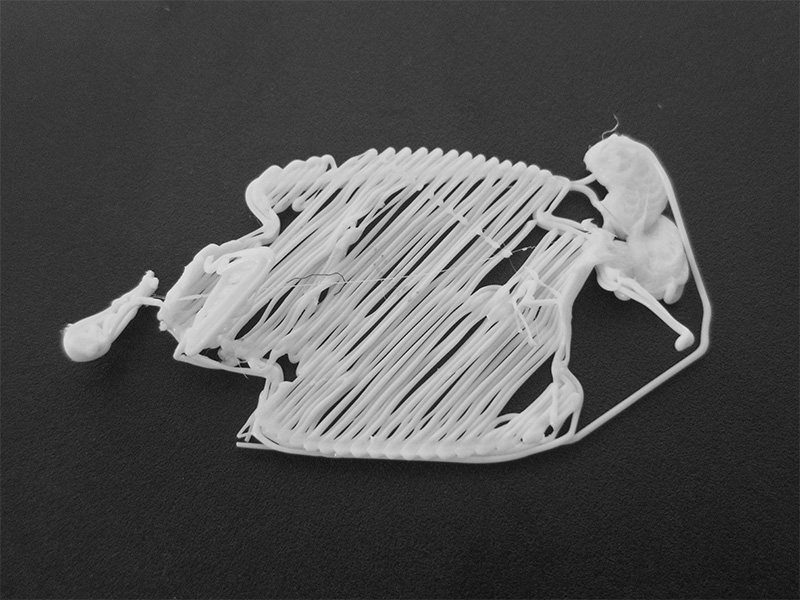
ЭМНЕ МАСЕЛЕ?
Басып чыгаруу учурунда 3D басып чыгарууну басып чыгаруу керебетине жабыш керек, антпесе ал башаламандыкка айланат.Көйгөй биринчи катмарда кеңири таралган, бирок орто басып чыгарууда дагы деле болушу мүмкүн.
МҮМКҮН СЕБЕПТЕР
∙ Nozzle Too High
∙ Unlevel Print керебети
∙ Алсыз байланыш бети
∙ Өтө тез басып чыгаруу
∙ Жылытылган керебеттин температурасы өтө жогору
∙ Эски жип
БҮЗГҮЛҮКТҮҮ КЕҢЕШТЕР
Nozzle Too High
Эгерде саптама басып чыгаруунун башталышында басып чыгаруучу керебеттен алыс болсо, биринчи катмар басып чыгаруучу керебетке жабышып калуу кыйын болуп калат жана басып чыгаруучу керебетке түртүлгөндүн ордуна сүйрөп кетет.
САПАЛАК БИЙИКТИКТИН ЖӨНӨТҮҮ
Z-окунун офсеттик опциясын табыңыз жана саптама менен басып чыгаруучу керебеттин ортосундагы аралык болжол менен 0,1 мм экенин текшериңиз.Ортосуна басып чыгаруу кагазын коюу калибрлөө үчүн жардам берет.Эгерде басып чыгаруу кагазын жылдырса, бирок бир аз каршылык болсо, анда аралык жакшы.Саптаманы басып чыгаруучу керебетке өтө жакын кылып коюудан этият болуңуз, антпесе жип саптамадан чыкпай калат же саптама басып чыгаруучу керебетти сындырып алат.
ТИЛҮҮ ПРОГРАММАСЫНДАГЫ Z-ОГУНУН ЖОНУНДОРУ
Simplify3D сыяктуу кээ бир кесүү программалары Z-Axis глобалдык офсеттин орното алат.Терс z огу офсеттик саптаманы басып чыгаруучу керебетке тиешелүү бийиктикке жакыныраак кыла алат.Бул жөндөөлөргө кичине гана оңдоолорду киргизүүдөн этият болуңуз.
БАСЫП БЕРҮҮ КЕРЕКЕТИНИН БИЙИКТИГИ
Эгерде саптама эң төмөнкү бийиктикте болсо, бирок дагы эле басып чыгаруучу керебетке жетишерлик жакын эмес болсо, басып чыгаруучу керебеттин бийиктигин тууралап көрүңүз.
Деңгээлсиз басып чыгаруу керебети
Эгерде басып чыгаруу тегиз эмес болсо, анда басып чыгаруунун кээ бир бөлүктөрүндө саптама басып чыгаруучу керебетке жетишерлик жакын эмес, жип жабышып калбайт.
БАСМА КӨШӨТҮН ДЕҢГЭЭЛДЕҢИЗ
Ар бир принтерде басып чыгаруу платформасын тегиздөө үчүн ар кандай процесс бар, кээ бирлери эң акыркы Lulzbots сыяктуу өтө ишенимдүү авто нивелирлөө системасын колдонушат, Ultimaker сыяктуу башкаларында тууралоо процесси аркылуу жетектөөчү ыңгайлуу кадам-кадам ыкмасы бар.Басып чыгаруучу керебетиңизди кантип тегиздөө үчүн принтериңиздин колдонмосунан караңыз.
Алсыз байланыш бети
Бир жалпы себеп - басып чыгаруу жөн гана басма керебеттин бетине байланыштыра албайт.Филамент жабышып калуу үчүн текстураланган негизге муктаж жана бириктирүүчү бет жетиштүү чоң болушу керек.
Басма керебетке текстураны кошуу
Текстураланган материалдарды басып чыгаруучу керебетке кошуу - бул кеңири таралган чечим, мисалы, маскалоочу ленталар, ысыкка чыдамдуу ленталар же оңой жууп кетүүчү жука таяк желим катмарын колдонуу.PLA үчүн маска лентасы жакшы тандоо болот.
БАСМА ТӨШӨКТҮ ТАЗАЛАҢЫЗ
Эгерде басып чыгаруучу керебет айнектен же ушуга окшош материалдардан жасалган болсо, манжа издериндеги май жана ашыкча клей калдыктары жабышып калбай калышы мүмкүн.Беттин жакшы абалда болушу үчүн басып чыгаруучу керебетти тазалап, багуу керек.
КОЛДОО КОШУ
Модельде татаал ашыкча же учу бар болсо, процесстин жүрүшүндө басып чыгарууну бирге кармап туруу үчүн таянгычтарды кошуңуз.Ал эми таянычтар жабыштырууга жардам берген байланыш бетин жогорулата алат.
КЕРЕКТЕРДИ ЖАНА САЛДАРДЫ КОШУҢУЗ
Кээ бир моделдердин басма керебети менен кичинекей гана контакт беттери бар жана кулап калуу оңой.Контакттуу бетти чоңойтуу үчүн, кесүү программасына Юбкаларды, Брамдарды жана Салдарды кошууга болот.Юбкалар же жээктер басып чыгаруу төшөгүнө тийген жерден чыгып турган периметрдик сызыктардын белгилүү бир катмарын кошот.Raft басып чыгаруунун көлөкөсү боюнча, басып чыгаруунун түбүнө белгиленген калыңдыкты кошот.
Pринт Too Fast
Эгерде биринчи катмар өтө тез басылып жатса, жип муздап, басып чыгаруучу керебетке жабышып калууга үлгүрбөй калышы мүмкүн.
БАСЫП БЕРҮҮ ЫЛДАМЫН ЖӨНӨТҮҮ
Өзгөчө биринчи катмарды басып чыгарууда басып чыгаруу ылдамдыгын жайлатыңыз.Simplify3D сыяктуу кээ бир кесүү программалары Биринчи катмардын ылдамдыгын орнотууну камсыз кылат.
Жылытылган керебеттин температурасы өтө жогору
Жогорку ысытылган керебеттин температурасы да жипти муздатып, басып чыгаруучу керебетке жабышууну кыйындатат.
ТӨМӨНКӨК ТЕМПЕРАТУРА
Төшөктүн температурасын, мисалы, жабышчаак жана басып чыгаруу эффекттерин теңдештирүүчү температурага жеткенге чейин жай, 5 градуска төмөндөтүп көрүңүз.
Эскиже Cheap Filament
Арзан жип кайра иштетилген эски жиптен жасалышы мүмкүн.Ал эми тиешелүү сактоо шарты жок эски жип эскирип же бузулуп, басып чыгарууга мүмкүн болбой калат.
ЖАҢЫ ЖИЛДИ ОЗГОРТУ
Эгерде басып чыгаруу эски жипти колдонуп жатса жана жогорудагы чечим иштебей жатса, жаңы жипти колдонуп көрүңүз.Филаменттердин жакшы чөйрөдө сакталганын текшериңиз.
Билдирүү убактысы: 2020-жылдын 19-декабрына чейин