
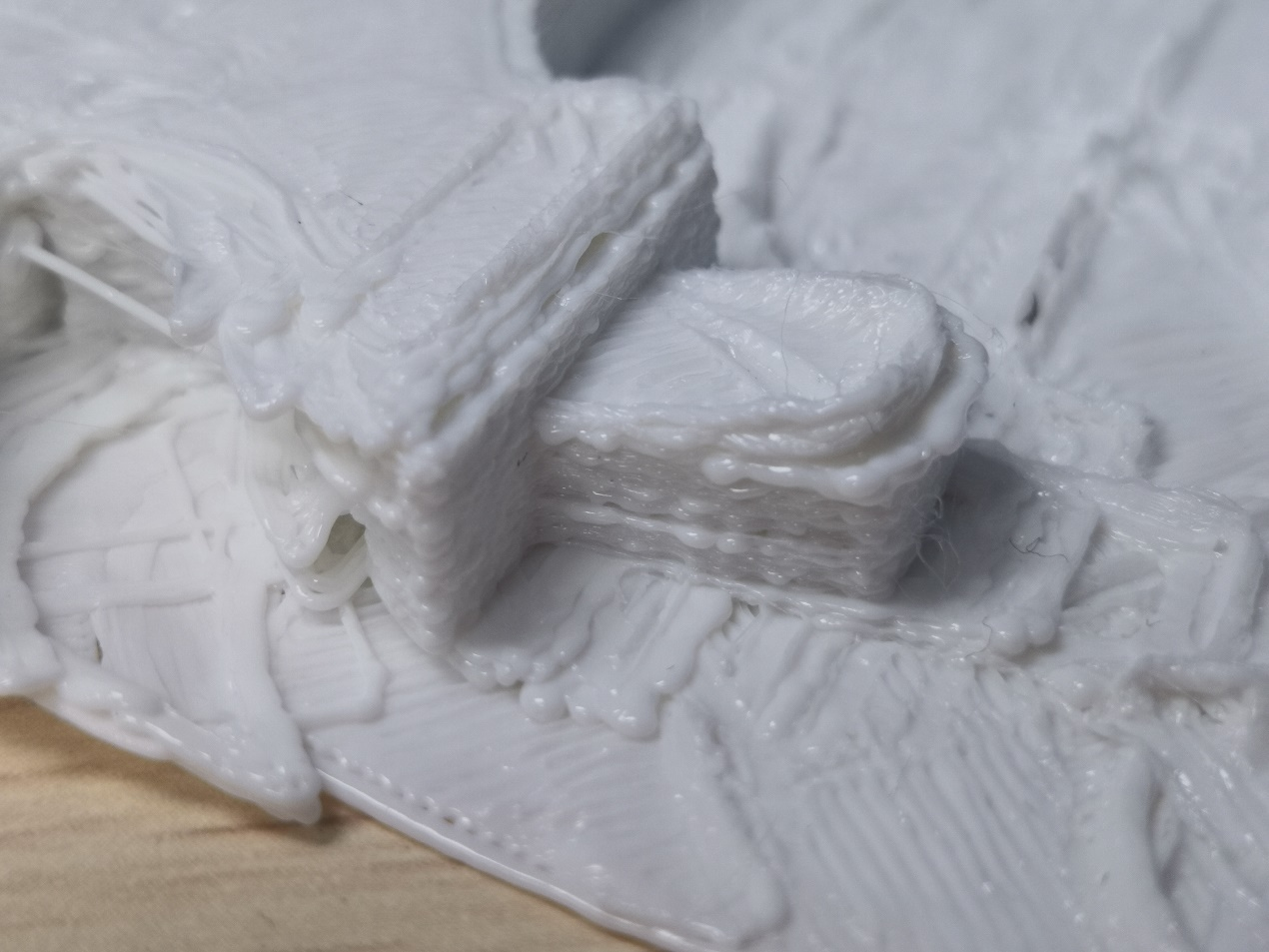
مسله څه ده؟
د ډیر اخراج معنی دا ده چې پرنټر د اړتیا په پرتله ډیر فیلامینټ بهر کوي.دا د دې لامل کیږي چې د ماډل په بهر کې اضافي فلیمینټ راټول شي کوم چې چاپ په دننه کې پاکوي او سطح یې نرم نه وي.
احتمالي لاملونه
∙ د نوزل قطر سره سمون نه خوري
∙ د فیلامینټ قطر سره سمون نه خوري
∙ د اخراج ترتیب ښه ندی
د ستونزو هوارولو لارښوونې
نوزلDiameter نه میچ
که ټوټه ټوټه د 0.4mm قطر لپاره د عام نوزل په توګه جوړه شوې وي، مګر پرنټر د نوزل په کوچني قطر سره بدل شوی وي، نو دا به د ډیر اخراج لامل شي.
د نوزل قطر چیک کړئ
د سلیزینګ سافټویر کې د نوزل قطر ترتیب او په پرنټر کې د نوزل قطر چیک کړئ ، او ډاډ ترلاسه کړئ چې دوی ورته دي.
فیلامینټDiameter نه میچ
که چیرې د فلیمینټ قطر د ټوټې کولو سافټویر کې له ترتیب څخه لوی وي ، نو دا به د ډیر اخراج لامل هم شي.
د فیلامینټ قطر چیک کړئ
وګورئ چې ایا د ټوټې کولو سافټویر کې د فیلامینټ قطر ترتیب د هغه فلیمینټ په څیر دی چې تاسو یې کاروئ.تاسو کولی شئ قطر د کڅوړې یا د فلیمینټ توضیحاتو څخه ومومئ.
فیلامینټ اندازه کړئ
د فیلامینټ قطر عموما 1.75mm دی.مګر که چیرې فلیمینټ لوی قطر ولري، نو دا به د ډیر اخراج لامل شي.په دې حالت کې، د فاصلې او څو نقطو کې د فلیمینټ قطر اندازه کولو لپاره کیلیپر وکاروئ، بیا د اندازه کولو پایلو اوسط د ټوټې کولو سافټویر کې د قطر ارزښت په توګه وکاروئ.دا سپارښتنه کیږي چې د معیاري قطر سره لوړ دقیق فیلامینټونه وکاروئ.
Eد xtrusion ترتیب ښه ندی
که چیرې د ایستلو ضرب کونکي لکه د سلیزینګ سافټویر کې د جریان کچه او د اخراج تناسب خورا لوړ تنظیم شي ، نو دا به د ډیر اخراج لامل شي.
د اخراج ملټيپلیر تنظیم کړئ
که مسله لاهم شتون ولري ، د اخراج ضرب کونکي لکه د جریان نرخ او د اخراج تناسب وګورئ ترڅو وګورئ چې تنظیم ټیټ دی ، معمولا ډیفالټ 100٪ وي.په تدریجي ډول ارزښت کم کړئ، لکه 5٪ هر ځل وګورئ چې ستونزه ښه شوې که نه.
د پوسټ وخت: دسمبر-22-2020