
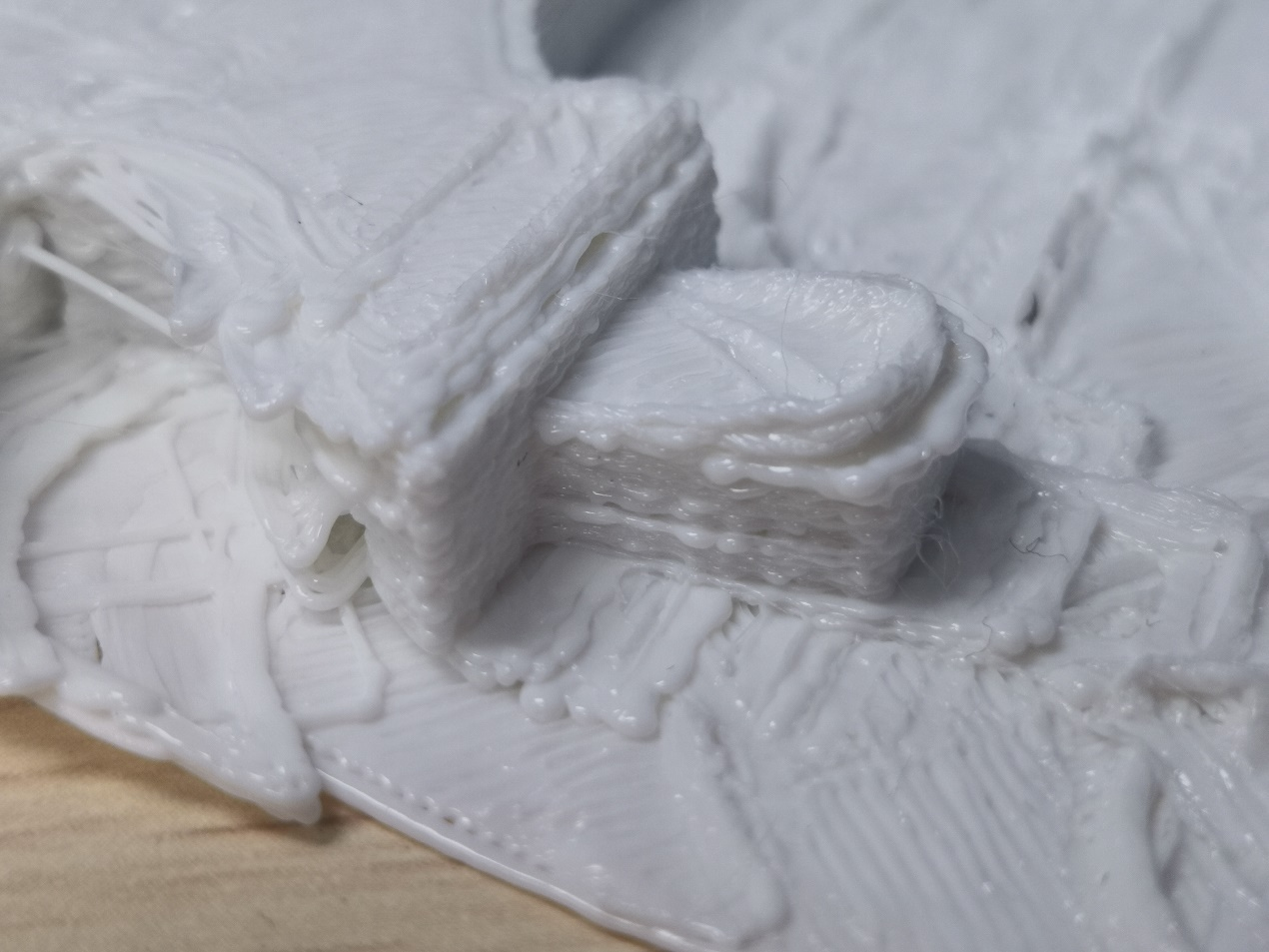
¿CUAL ES EL PROBLEMA?
Extrusión excesiva significa que la impresora extruye más filamento del necesario.Esto hace que se acumule un exceso de filamento en el exterior del modelo, lo que hace que la impresión se refina y la superficie no es lisa.
POSIBLES CAUSAS
∙ El diámetro de la boquilla no coincide
∙ El diámetro del filamento no coincide
∙ El ajuste de extrusión no es bueno
CONSEJOS PARA SOLUCIONAR PROBLEMAS
BoquillaDNo coincide el diámetro
Si el rebanado se configura como la boquilla que se usa comúnmente con un diámetro de 0,4 mm, pero la impresora ha reemplazado la boquilla con un diámetro más pequeño, se producirá una sobreextrusión.
Compruebe el diámetro de la boquilla
Verifique la configuración del diámetro de la boquilla en el software de corte y el diámetro de la boquilla en la impresora, y asegúrese de que sean iguales.
FilamentoDNo coincide el diámetro
Si el diámetro del filamento es mayor que la configuración del software de corte, también provocará una sobreextrusión.
COMPROBAR EL DIÁMETRO DEL FILAMENTO
Compruebe si la configuración del diámetro del filamento en el software de corte es la misma que la del filamento que está utilizando.Puede encontrar el diámetro del paquete o la especificación del filamento.
MEDIR EL FILAMENTO
El diámetro del filamento es comúnmente de 1,75 mm.Pero si el filamento tiene un diámetro mayor, provocará una extrusión excesiva.En este caso, use un calibrador para medir el diámetro del filamento a una distancia y en varios puntos, luego use el promedio de los resultados de la medición como el valor del diámetro en el software de corte.Se recomienda utilizar filamentos de alta precisión con diámetro estándar.
EEl ajuste de xtrusión no es bueno
Si el multiplicador de extrusión, como la tasa de flujo y la relación de extrusión en el software de rebanado, se configuran demasiado altos, se producirá una extrusión excesiva.
CONFIGURAR EL MULTIPLICADOR DE EXTRUSIÓN
Si el problema persiste, verifique el multiplicador de extrusión, como la tasa de flujo y la relación de extrusión, para ver si la configuración es baja, generalmente el valor predeterminado es 100%.Disminuya gradualmente el valor, como un 5 % cada vez, para ver si el problema mejora.
Hora de publicación: 22-dic-2020